

Auto-Deflashing in Extrusion Blow Molding: Value and Best-Fit Applications
This page helps B2B buyers decide whether auto-deflashing is worth adding to an extrusion blow molding line. The focus is practical: where it fits, what it changes in daily production, and what value to expect in efficiency and finish consistency.
If you are comparing manual trimming versus integrated auto-deflashing, use this page to make a specification decision before final machine confirmation, not after installation.
Where Manual Deflashing Starts to Create Hidden Cost
In many plants, flash is still trimmed manually after molding. This step looks simple, but in continuous production it often creates operational drag.
- Additional labor requirement across shifts
- Slower downstream flow when trimming becomes a bottleneck
- Inconsistent finish quality between operators
As volume grows, these issues become more visible in cost, scrap risk, and line stability.

A Practical Cost Logic for Buyers
In the production scenario used in the original article:
- 24-hour production
- 3 shifts per day
- 1 trimming operator per shift
Under this setup, manual trimming labor can reach US$30,000 to US$50,000 per year, before indirect costs.
Indirect costs may include training, turnover, supervision time, and scrap from trimming variation. Actual numbers depend on local wages, staffing, and uptime, so this should be validated against your own plant data.
How Auto-Deflashing Improves Throughput and Quality Control
With auto-deflashing integrated into the molding cycle, trimming is no longer a separate manual station. This typically improves production consistency and reduces dependence on operator technique.
- More consistent trimming quality
- Higher effective line speed
- Better control of reusable excess material
In short, the line is less likely to be limited by finishing labor and more likely to run at stable machine capability.
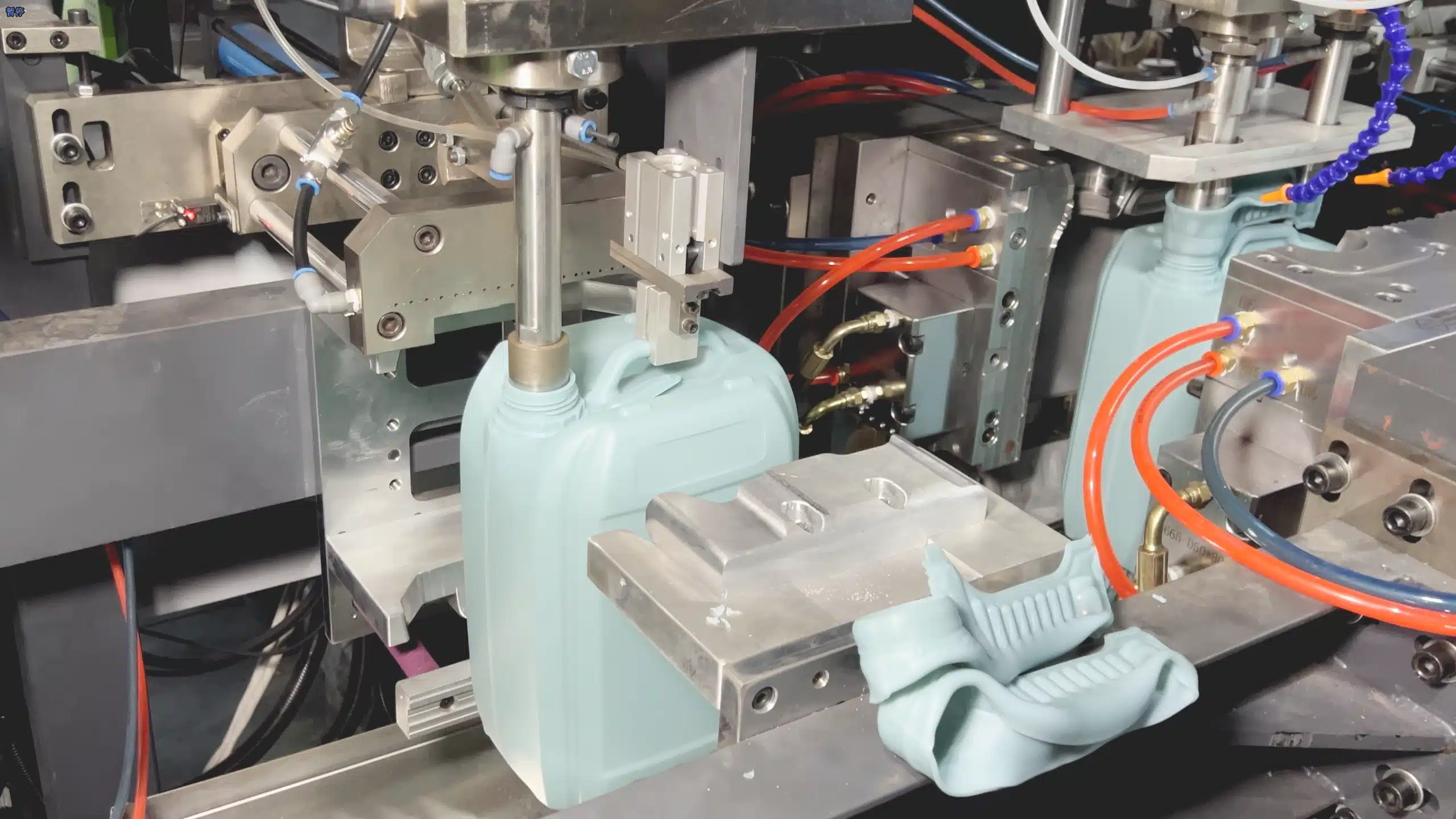
Best-Fit Applications for Auto-Deflashing
Auto-deflashing is usually more relevant when you run repeatable, volume-driven packaging products such as:
- HDPE bottles
- Jerry cans
- Lubricant containers
- Household and industrial packaging containers
It is commonly a strong fit when your project requires multi-shift operation, stable finish quality, and predictable output with less manual intervention.
When Manual Trimming May Still Be Acceptable
- Very low-volume production
- Frequent trial runs or short product campaigns
- Projects where trimming quality tolerance is not strict
Even in these cases, review annual labor and scrap impact regularly before locking the long-term line configuration.
How to Decide Before Final Specification
- List your bottle families and trimming-critical areas (neck, bottom, handle).
- Map current trimming labor by shift and by SKU.
- Track scrap and rework caused by finish inconsistency.
- Compare manual and auto-deflashing on total operating cost, not machine price alone.
- Use this broader reference on how to choose an extrusion blow molding machine before final procurement.
For full line planning context, review LEKA’s extrusion blow molding machine solutions.
Related Technical Pages
- Multi-die head EBM machine buying traps
- Extrusion blow molding troubleshooting
- Extrusion blow molding machine maintenance checklist
- Extrusion blow molding machine technology trends
Talk to LEKA About Your Production Line
Share your product type, bottle size, target output, and current trimming method. Request a practical auto-deflashing recommendation.