
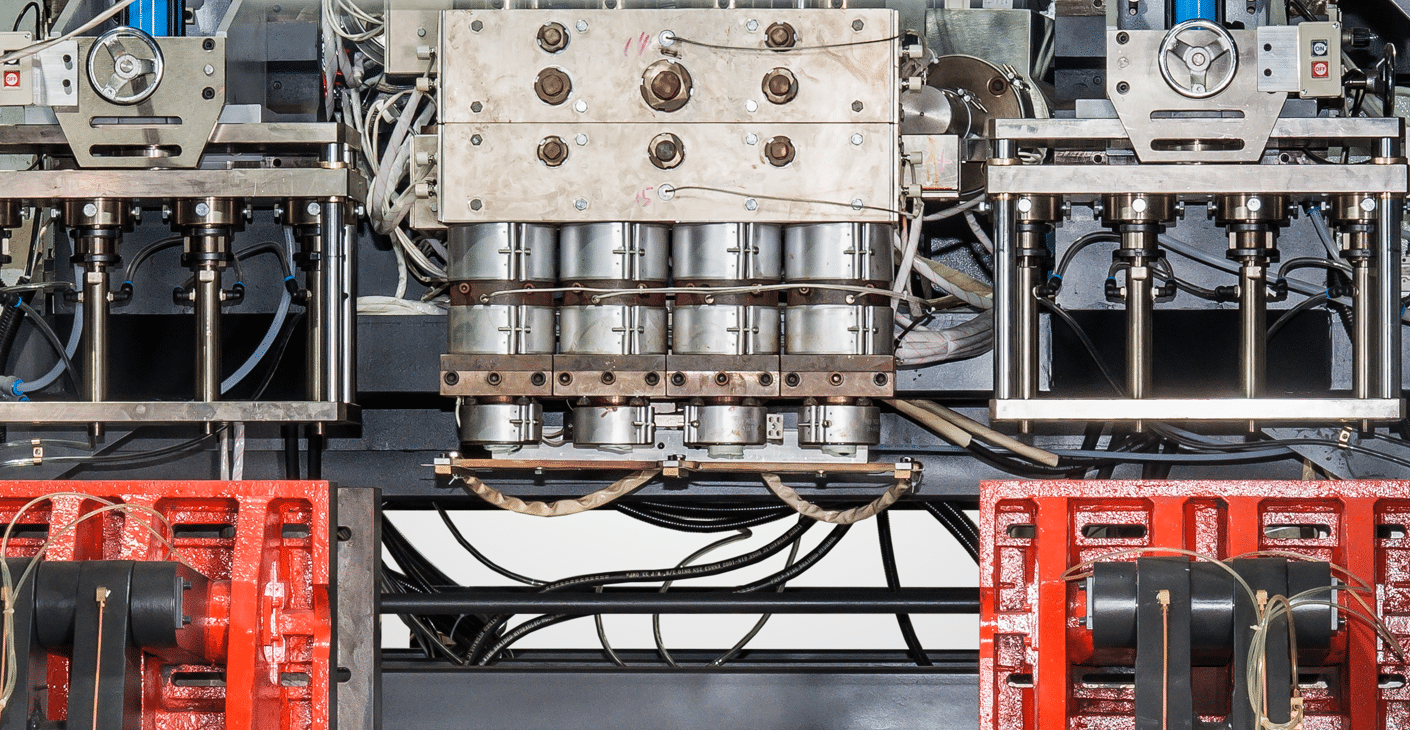
Buying a multi-die head EBM machine is where many bottle projects lose margin before production starts. Most failures are not one big technical error; they are configuration decisions that look acceptable on a quotation but later create unstable output, mold limits, and maintenance downtime.
This is a focused buyer page on multi-die head purchasing traps only: configuration mistakes, output misjudgment, and service risk. It is not a full category overview. If your team needs broader context first, review this extrusion blow molding machine guide.
Trap 1: Counting Die Heads Instead of Usable Output
More heads can increase theoretical capacity, but usable output depends on stable cycle rhythm, cooling, transfer, trimming, and downstream pace. A higher head count with frequent stops can perform worse than a lower head count running steadily.
What to verify before PO
- Stable output over a continuous FAT run, not a short demo
- The gap between theoretical capacity and realistic stable capacity
- Whether downstream handling can match real discharge rhythm
- How bottle weight and cooling time change effective output
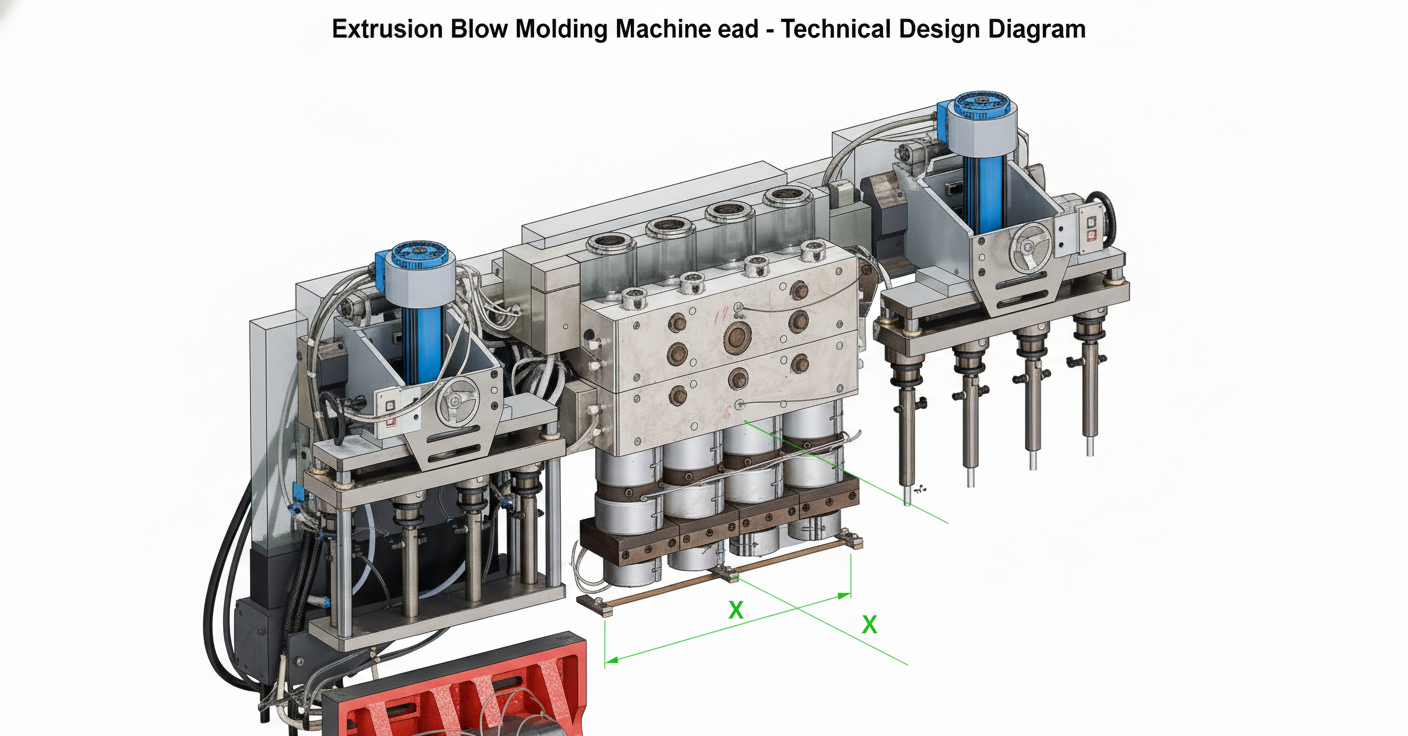
Trap 2: Ignoring Center Distance and Future Mold Compatibility
Center distance is a long-term tooling decision, not a minor mechanical detail. It affects mold layout, trimming clearance, cooling space, and whether existing or future molds can be reused.
| Checkpoint | Why It Matters |
|---|---|
| Center distance standardization | Reduces future lock-in to one tooling pattern |
| Back-plate and mounting interface | Determines whether molds can be adapted across machines |
| Cooling and trimming clearance | Affects run stability and practical service access |
Trap 3: Accepting Poor Head-to-Head Wall Thickness Balance
In multi-head production, outer and inner cavities can behave differently. If wall thickness balance is weak, operators often overfeed material to protect the weakest cavity, which increases scrap and material cost.
What to verify before PO
- How melt flow is balanced across all heads
- Whether tuning can be done per head when needed
- Consistency evidence across all cavities in continuous running
- Validation using your real bottle structure, not only a simple sample
Trap 4: Comparing Machine Price but Missing Operating Cost Risk
Purchase price is only the first payment. Running cost risk comes from energy demand, compressed air load, cooling stability, scrap sensitivity, spare parts, and maintenance labor time.
| Cost Area | Buyer Question |
|---|---|
| Energy and utilities | What measured utility conditions are required for stable production? |
| Material loss risk | What process conditions usually drive overweight or instability? |
| Service downtime | How long do common maintenance tasks take in real conditions? |
Trap 5: Underestimating Mold Change and Maintenance Access
Multi-die head structures are compact. If service paths are poor, replacing heaters, sensors, or seals on inner heads can consume excessive downtime. Mold change may also become slower than expected if utility connections and alignment steps are not designed for repeatability.
What to verify before PO
- Physical access to center heads for routine maintenance
- Heater and thermocouple replacement steps
- Mold change sequence under normal working constraints
- Recommended first-year spare parts list
Trap 6: Evaluating the Blowing Section Alone
A multi-die head machine only creates value when trimming, leak testing, conveying, inspection, and packing stay synchronized. If downstream speed and buffering are not matched, start-stop behavior reduces real line efficiency.
What to verify before PO
- Discharge rhythm versus downstream throughput
- Buffering and reject handling logic
- Signal communication with downstream equipment
- Space and interfaces for future automation upgrades
Trap 7: Choosing a Supplier That Cannot Discuss Your Application
For multi-die head projects, basic machine specs are not enough. The supplier should be able to discuss bottle geometry, resin behavior, cavity spacing, thickness consistency, FAT scope, tooling strategy, and service planning in practical terms.
Buyer questions that expose risk quickly
- Which bottle family and resin range is this layout designed for?
- How is consistency across all heads validated during FAT?
- What center-distance options are standard vs. custom?
- What post-installation support model is recommended for this configuration?
Practical Pre-PO Review Flow
- Define bottle family, resin range, and acceptable process window.
- Confirm realistic stable output, not theoretical maximum only.
- Lock center distance and tooling compatibility early.
- Validate head-to-head consistency in continuous trial conditions.
- Check mold change and maintenance access with the technical team.
- Confirm downstream integration and utility readiness before approval.
For broader supplier-screening logic, use this page on how to choose an extrusion blow molding machine.
Related Technical Pages for This Evaluation
- Accumulator vs Continuous Extrusion Heads
- Blow Molding Die Head Guide
- Buying Extrusion Blow Molding Machine: Technical Specs
- Auto-Deflashing Extrusion Blow Molding Machine
Conclusion
In multi-die head EBM procurement, risk is usually hidden in configuration details, not in headline specs. Buyers who validate output realism, center distance, wall balance, and maintenance access before PO reduce long-term production risk.
Need a practical review for your multi-die head project? Talk with LEKA engineering sales.