





Por qué un controlador de espesor de pared es esencial para una máquina de moldeo por soplado moderna
If you’ve ever picked up a plastic laundry detergent bottle, a 20-liter jerry can, or even a large plastic kayak, you’ve held a deceptively complex product. You feel its sturdiness, you notice its shape, but you probably don’t think about the one thing that matters most: the thickness of its walls. You’d assume it’s the same all the way around, right?
In reality, getting that wall thickness perfect is a hidden science. And it’s a science that can make or break a manufacturing business.
My name is Slany Cheuang, and I’m a technical sales manager at Leka Machine. For years, I’ve stood on factory floors next to humming moldeo por soplado por extrusión (EBM) machines, helping customers solve their toughest production challenges. And I can tell you that the most common—and most costly—problems often come down to getting the plastic in the right place. Too little in one spot, and the product fails. Too much in another, and you’re just wasting money.
The hero of this story is a piece of technology called a wall thickness controller, or what we in the industry often call a parison programmer.
Think of it as the machine’s brain. It’s the silent, smart system working in the background to guarantee every single product you make is strong, light, and profitable. In this guía, I’m going to pull back the curtain and show you exactly what this controller is, how it works its magic, and why it is no longer an optional extra, but the absolute heart of modern, competitive blow molding.
What Exactly Is a Wall Thickness Controller?

A wall thickness controller is a system on an Extrusion Blow Molding (EBM) machine that adjusts the thickness of molten plastic as it comes out. Esto is critical because of the tubular.
The parison is the starting point for every blow-molded product. Think of it as a hollow, tube-shaped curtain of hot, molten plastic extruded downwards. A mold closes around it, and air blows in to create the final part.
The Problem: Gravity vs. Plastic
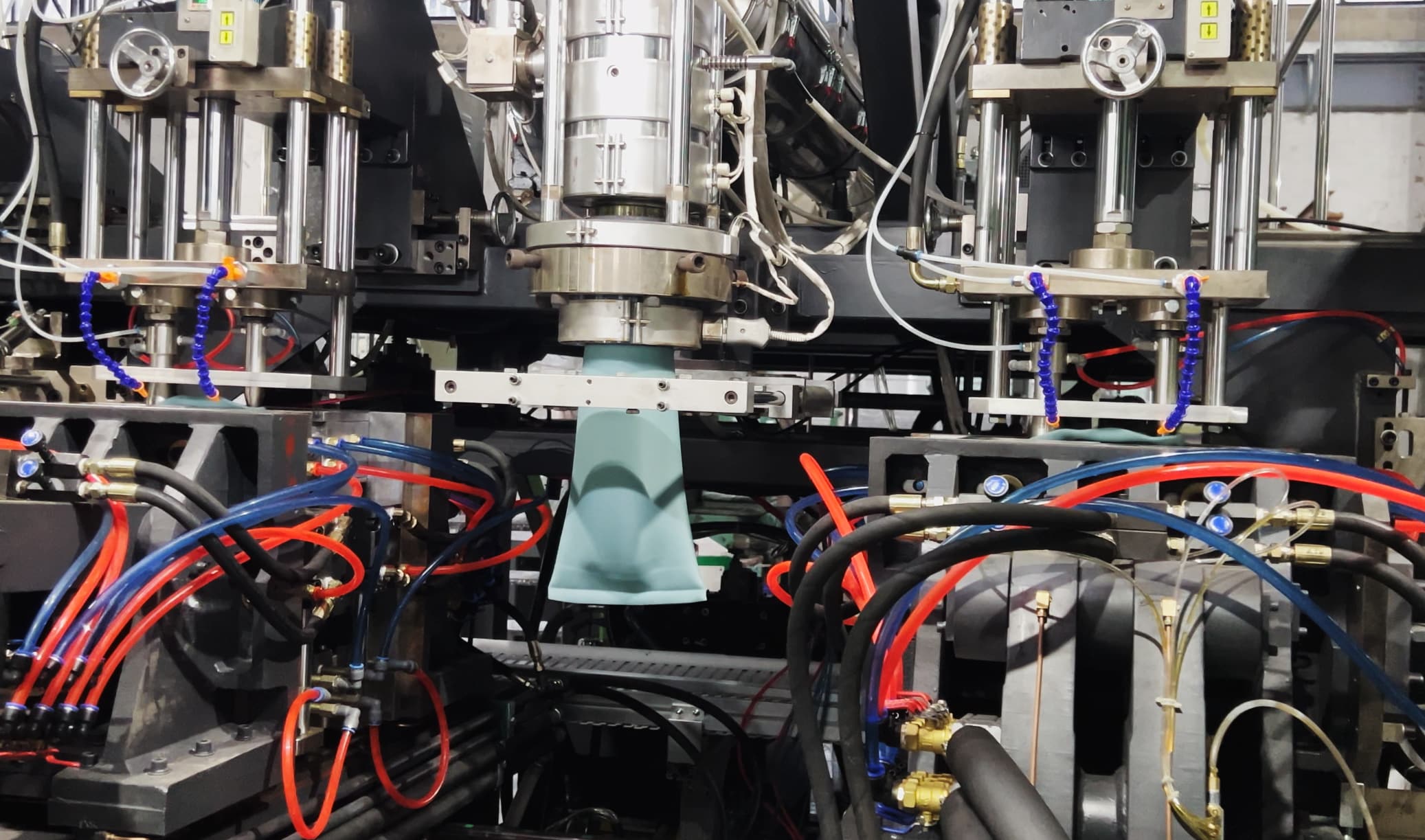
The main challenge is that the hot, liquid-like parison fights against gravity. As it gets longer, its propias weight causes it to stretch and thin out at the top. This phenomenon is called sag.
If you tried to make a bottle from this uneven parison, you would get a product with:
- Dangerously thin shoulders.
- A needlessly heavy and wasteful base.
- Poor stacking strength.
- A high chance of failing the drop tests.
This process would waste a huge amount of expensive plastic resin and result in a cheap, unreliable container.
The Solution: Smart, Dynamic Control
A wall thickness controller solves this fundamental problem. It dynamically and precisely changes the size of the opening the plastic flows.
- Él widens the opening to add more plastic to sections that will stretch, like the top.
- Él narrows the opening to use less plastic where it isn’t needed, like the bottom.
The result is an intelligently shaped parison with thickness that varies along its length. Esto is engineered to produce a final product with strong, uniform walls, separating a low-quality item from a high-quality, cost-effective one.
From Digital Profile to Physical Product: How Wall Thickness is Controlled
So how does the machine actually perform this high-speed magic trick? It’s not as complicated as it sounds. It’s a logical, three-step dance that combines your instructions, smart sensors, and fast-acting mechanics. Let’s walk through it as if we were setting up a machine to make a 20-liter chemical drum.
Step 1: Programming the Profile (Setting the Points)
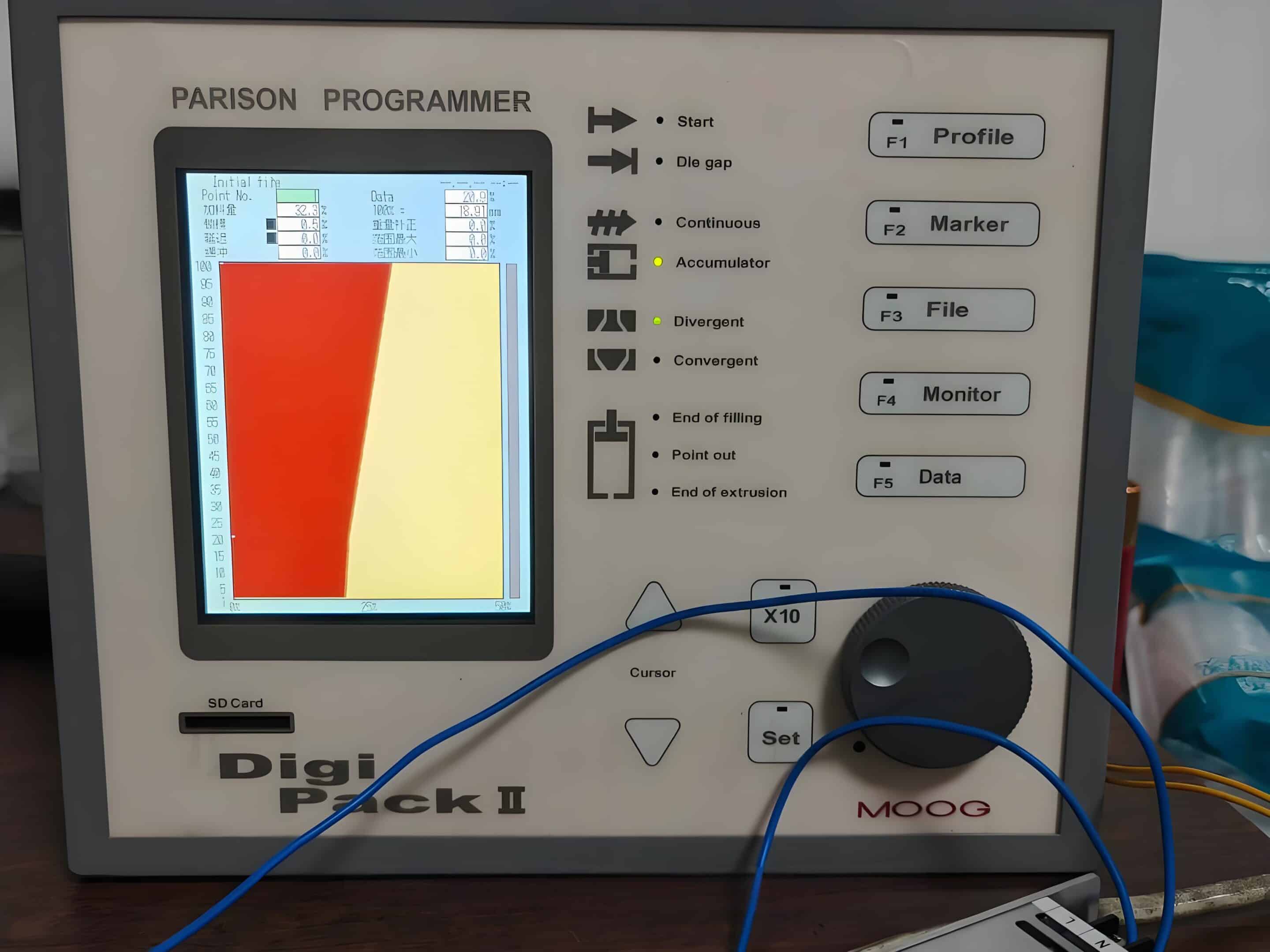
Everything starts with you, the operator. You don’t get your hands dirty; you just give the machine its instructions. On the machine’s control panel, you’ll see a screen that shows a graph. This graph is the heart of the system.
- The “Map”: The horizontal axis of the graph represents the length of the parison, from top to bottom. The vertical axis represents the desired thickness. Your job is to create a “map” or a “profile” on this graph.
- Setting the Points: You do this by setting specific thickness values at various “points” along the parison’s length. For a complex part, you might use a 100-point controller. Esto means you have 100 different spots along the length of the parison where you can command a specific thickness.
- A Real-World Example: For our 20-liter drum, we know the top corners of the handle and the bottom corners of the base are weak spots that need extra plastic to pass a UN drop test. So, on the screen, we would program the profile like this:
- Points 1-10 (Top): We increase the thickness here to give the shoulder and handle area extra material.
- Points 11-80 (Body): We can slightly decrease the thickness along the flat, straight walls of the drum, as this area doesn’t stretch as much. Esto is a key area for material savings.
- Points 81-100 (Bottom): We gradually increase the thickness again to ensure the base is strong and stable, providing good top-load strength for stacking.
Once you’ve programmed this profile, you’ve given the machine its mission. You’ve created the digital blueprint for a perfect parison.
Step 2: Extruding the Parison and Activating the Controller
Now, you hit the “start” button. The extruder begins pushing out the molten parison. The moment it starts, the controller springs into action.
Esto is where the sensors come in. A sensor, typically an encoder, is connected to the extruder’s screw. It measures exactly how much plastic is being pushed out and how fast. This timing is critical. The controller uses this data to sync the extrusion process with the digital map you created.
It knows, down to the millisecond, which part of the parison is leaving the die head. It knows exactly when to execute Point 1 of your program, when to execute Point 2, and so on, all the way to Point 100. This perfect synchronization ensures that your programmed changes are applied to the correct sections of the plastic tube as it hangs in the air.
Step 3: The Actuator Adjusts the Die Gap in Real-Time

Esto is the physical part of the process, where digital commands become mechanical action. The controller, having read your program and synced with the extruder, now sends a stream of tiny, precise electrical signals.
These signals go to a servo valve. A servo valve is a marvel of engineering. It’s not a simple on/off valve; it’s more like a musician’s instrument. It can translate a delicate electrical signal into a perfectly proportional output. In this case, it controls the flow of high-pressure hydraulic oil.
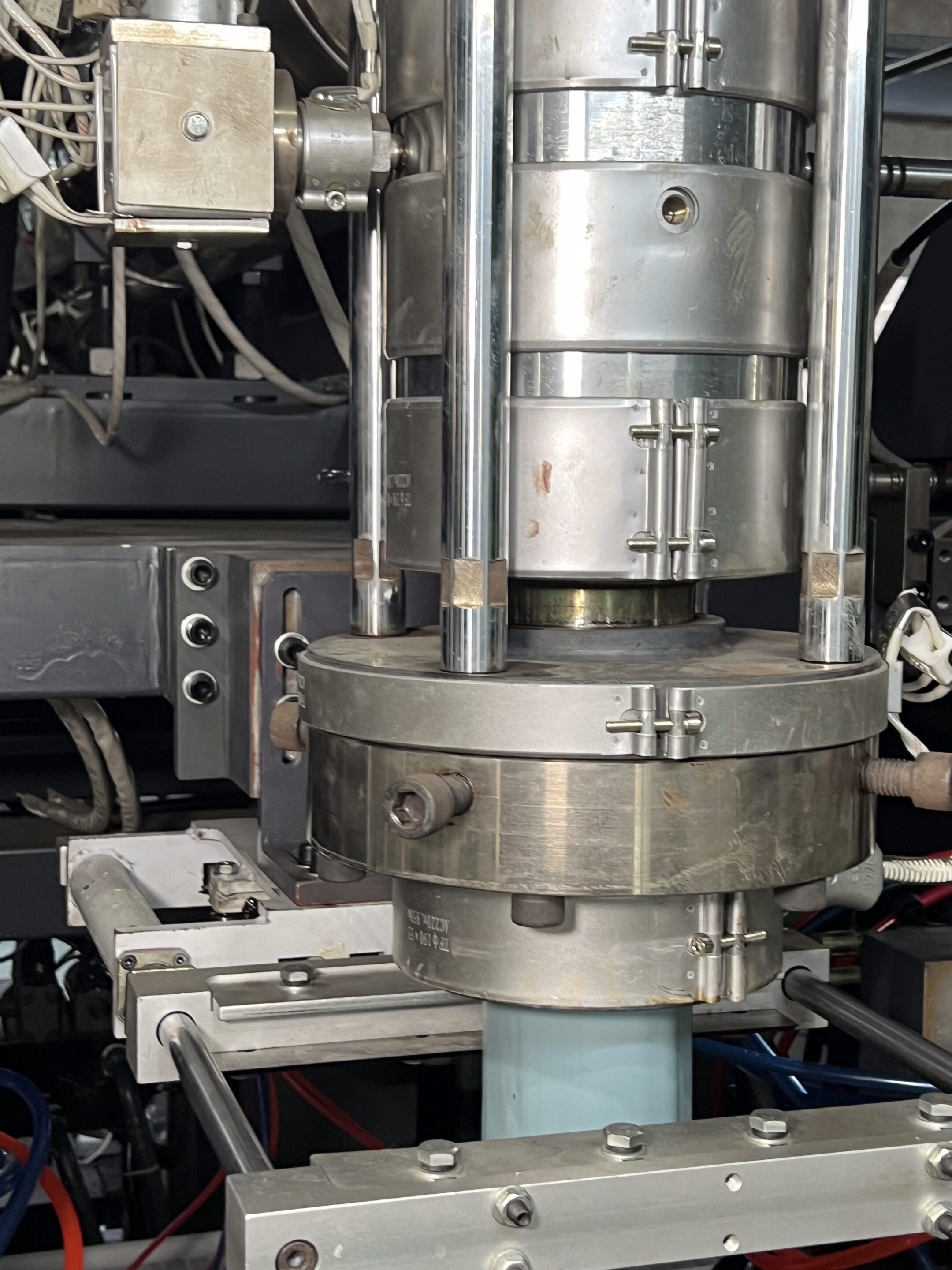
This oil is sent to a hydraulic actuator (a piston) connected to the machine’s cabezal de matriz. The die head is the donut-shaped tool through which the plastic flows. The actuator’s job is to move a central pin (the “mandrel”) or a flexible ring within that donut opening.
- When the controller wants to thicken the parison, it sends a signal to the servo valve, which pushes the actuator to pull the pin back slightly, making the gap wider. More plastic flows out.
- When the controller wants to thin the parison, it sends a different signal, and the actuator pushes the pin forward, narrowing the gap. Less plastic flows out.
This entire process—sense, command, actuate—happens hundreds of times per second. It’s a seamless, high-speed feedback loop. The result is a curtain of molten plastic falling from the die head, its thickness perfectly sculpted from top to bottom, ready to be formed into a strong, lightweight, and high-quality product.
(Action Item: A short video or animated GIF showing a parison being extruded with visible thickness changes would be placed here.)
Why a Wall Thickness Controller is Not a Luxury, But a Necessity
For a long time, some manufacturers viewed parison programmers as an expensive option. Today, with rising material costs, intense competition, and higher customer expectations, that thinking is obsolete. A high-quality wall thickness controller is not a luxury; it is a fundamental tool for survival and profitability. Let’s break down the four tangible benefits that directly impact your business.

Benefit 1: Drastic Material Savings & Lower Production Costs
Esto is the easiest benefit to understand and the one that gets the CFO’s attention. Raw material—the plastic resin itself—is the single biggest cost in blow molding. Every single gram of plastic you can save without compromising calidad goes directly to your bottom line.
A wall thickness controller is the ultimate tool for this. It allows you to achieve “lightweighting,” a key goal for many packaging producers, especially those in food and beverage who want to reduce bottle weight by 10-15%. This directly addresses the pain point of needing to cut resin costs.
Let’s run some real-world numbers that I often discuss with my clients:
- The Product: A standard 1kg (1000g) HDPE jerry can.
- The Goal: A conservative 8% weight reduction using parison programming.
- Savings per Can: 1000g x 8% = 80 grams.
- Production: Your line runs 24/7 and produces 3,000 cans per day.
- Daily Savings: 80g/can x 3,000 cans/day = 240,000 grams = 240 kg.
- Annual Savings: 240 kg/day x 350 working days/year = 84,000 kg.
That’s 84 metric tons of HDPE resin you didn’t have to buy. At an average price of, say, USD 1.40 per kg, that translates to an annual saving of $117,600, from a single production line.
Suddenly, the investment in a high-quality machine with a precision controller doesn’t just seem reasonable; it seems essential. Esto is before we even factor in the growing pressure from customers and investors to meet ESG (Environmental, Social, and Governance) goals by using less virgin plastic and incorporating more recycled content.
Benefit 2: Superior Product Strength and Quality
Saving money is great, but it’s worthless if your products start failing. The true beauty of a wall thickness controller is that it allows you to reduce weight while simultaneously increasing strength where it matters most.
For producers of embalaje industrial, quality is synonymous with safety and reliability. Their customers need to ship chemicals, food ingredients, and other materials across the country or the world. A container failure is not an option.
- Passing the UN Drop Test: Manufacturers of chemical drums for dangerous goods have to meet stringent UN standards. A key part of this is the drop test. As one customer profile notes, a major pain point is “lower parison swell variation to pass UN drop test”. A controller ensures that the corners and edges—the points of impact—have enough plastic to absorb the shock without splitting.
- Stacking Strength (Top-Load): When you see pallets of bottles or jerry cans stacked high in a warehouse, you’re looking at “top-load” strength in action. The containers at the bottom have to support the weight of everything above them. A controller allows us to design a product with vertical rigidity, preventing it from buckling under pressure, a critical requirement for dairy and beverage plants.
- Downstream Consistency: Inconsistent products cause chaos in automated filling, capping, and labeling lines. A bottle with an uneven neck finish can cause leaks. A container with a distorted body can get jammed in a conveyor. By producing a perfectly consistent part every single time, the controller improves the efficiency of your entire operation.
Benefit 3: Lighter Products and Faster Cycle Times
In manufacturing, time is money. The “cycle time”—the total time it takes to produce one part—dictates your factory’s output. Shaving even a single second off your cycle time can result in thousands of extra products per year.
The cooling phase is almost always the longest part of the blow molding cycle. And the thicker the plastic, the longer it takes to cool.
A wall thickness controller helps you speed this up. By eliminating those unnecessarily thick sections of plastic, the entire part has a more uniform and optimized mass. It can cool down and solidify much faster.
Let’s imagine a part with a 22-second cycle time, where 15 seconds of that are just waiting for the part to cool. By using a controller to remove excess material, you might be able to cut the cooling time by 3 seconds. Your cycle time is now 19 seconds.
That doesn’t sound like much, but it’s a 13.6% increase in production speed. For a plant manager whose performance is measured by output and efficiency, this is a massive win. It helps them meet the demands of customers who are constantly replacing or adding capacity every few years.
Benefit 4: Greater Design Freedom for Complex Parts
Some products are simply impossible to manufacture without a high-level wall thickness controller. As products become more complex and designs more ambitious, parison programming becomes an essential creative tool.
Think about the modern automotive industry. A car’s air-duct system has to snake around the engine bay, avoiding dozens of other components. A fuel tank has to fit into a bizarre, irregular space in the chassis. These are not simple bottles or drums. They are highly technical, asymmetrical parts that must meet incredibly tight dimensional tolerances of +/- 0.5 mm.
A controller allows a machine to handle these challenges. It can create a parison that is thick on one side and thin on the other, preparing it for a mold that has a deep draw in one area and a shallow one in another. It’s what makes 3D suction-blow molding possible, a technique used for many automotive parts.
Esto applies to other industries too. Manufacturers of large toys like ride-on cars or slides need to create complex, durable shapes. A simple, uncontrolled parison would never be able to fill out the mold correctly. The wall thickness controller gives engineers the freedom to design better, more innovative, and more efficient products.
Not All Controllers Are Created Equal: Key Specifications
If you’re now convinced that you need a machine with a good controller, the next question is: what makes a controller “good”? When you are comparing machine specifications from different suppliers, there are a few key things to look for that separate the high-performance systems from the basic ones.
Control Points (e.g., 30, 100, 300 points): What Do You Need?
You’ll often see controllers specified by their number of programmable points. Esto is a direct measure of their precision.
- 30-Point Controllers: This is a basic level of control. It’s perfectly adequate for simple, round, and symmetrical products like a small milk bottle. It gives you enough control to counteract basic gravitational sag.
- 100-Point Controllers: This is the industry standard for high-quality, general-purpose machines, like our versatile Serie FORMA. It offers a great balance of precision and ease of programming. It gives you enough resolution to handle most jerry cans, consumer packaging, and moderately complex industrial parts.
- 300+ Point Controllers: This is the high-end, reserved for the most demanding aplicaciones. When you’re making a very large and complex part, like a 1000-liter IBC inner bottle on our
- Serie TITAN machine, or a sophisticated automotive fuel tank, you need this level of granular control to manage every single curve and corner of the product.
The right number of points depends entirely on your products. Don’t overpay for precision you don’t need, but don’t limit your future capabilities by choosing a system with too little control.
The Quality Component Advantage: Why We Focus on Precision Control
A controller system is more than just a computer screen. It’s a chain of high-tech components, and the entire system is only as strong as its weakest link. A major pain point for any plant manager is downtime and the difficulty of finding skilled technicians to fix complex problems. Esto is why we, and other quality machine builders, use globally recognized, top-tier components.
- The Controller (The Brain): The computer itself is often made by industrial automation specialists like B&R or Beckhoff. These are robust, reliable systems designed to work for years in a tough factory environment.
- The Servo Valve (The Heart): As I mentioned, this is arguably the most critical component. Brands like MOOG are legendary in the industry for a reason. Their servo valves are incredibly fast, precise, and can last for tens of millions of cycles without losing accuracy. A cheaper valve might work fine for a while, but it will eventually become slow or inconsistent, leading to product defects and costly downtime.
- The Sensor (The Eyes and Ears): The transducer that measures the actuator’s position needs to be just as accurate. A low-quality sensor can send drifting or noisy signals, confusing the controller and leading to inconsistent wall thickness.
When you invest in a machine from a manufacturer that uses these high-quality components, you’re not just buying a piece of equipment. You’re buying peace of mind. You’re buying reliability, consistency, and the confidence that your production line will keep running smoothly.
Your Parison Control Questions, Answered
Over the years, I’ve been asked hundreds of questions about this technology. Here are the answers to some of the most common ones.
- What is the average material saving with a wall thickness controller? Esto is the million-dollar question, and the honest answer is: it depends. The amount of material you can save is directly related to how inefficient your current process is and the shape of your product. For a simple container, you might see savings in the 5% to 8% range. However, for manufacturers specifically focused on lightweighting, achieving a
- 10% to 15% reduction in bottle weight is a common and achievable goal. For a complex part that was previously molded with very thick walls just to be safe, the savings could be 20% or even more. The key takeaway is that the savings are always significant and provide a very fast return on investment.
- Can a parison controller be retrofitted onto an older EBM machine? The short answer is yes, it’s technically possible. The long answer is that it’s a very difficult and expensive project. It’s not as simple as just bolting on a new computer. You would need to perform major “surgery” on the machine’s die head and hydraulic system to install the new servo valve and actuator. You’d also need to integrate all the new wiring and sensors. By the time you account for the cost of the components, the specialized labor, and the machine downtime, you often find that it makes more financial sense to invest that money in a new, modern machine that has a fully integrated and supported system from the factory. A new machine also comes with a warranty and all the other benefits of modern technology.
- How do you troubleshoot uneven wall thickness in blow moulding? Esto is a great practical question. If your products suddenly start failing quality control for uneven walls, there’s a logical troubleshooting process to follow.
- Start with the Easiest Fix – The Program: The very first thing to do is look at your wall thickness profile on the controller screen. Did someone accidentally change it? Does it look correct? Try making small adjustments to the program in the problem area and see if it makes a difference.
- Check Your Material: Inconsistent material is a common culprit. If you’re using a mix of virgin resin and recycled regrind, make sure it’s being blended consistently. Poorly mixed regrind can have a different melt flow, which will affect the parison. Also, check for contamination.
- Check Your Temperatures: Look at the temperature readings for all the heating zones on the extruder barrel and the die head. A cold spot or a hot spot can change the viscosity (flowiness) of the plastic, leading to thickness variations.
- Inspect the Machine Hardware: If the software and materials are fine, it’s time to look at the hardware. Check the die head for any signs of wear or damage. Make sure the hydraulic system is at the correct pressure and the servo valve is responding smoothly without any sticking or hesitation.
- What’s the difference between a wall thickness controller and a standard extruder? This question helps clarify the roles of the different parts of the machine. It’s best to use an analogy. Think of the extrusor as the machine’s engine. Its job is to do the heavy lifting. It takes solid plastic pellets from a hopper, uses a powerful screw and heaters to melt them down, and pressurizes that molten plastic to pump it forward. Its only job is to produce a consistent, steady stream of hot plastic. The wall thickness controller, on the other hand, is like the machine’s high-precision steering and throttle system. It doesn’t melt plastic. It sits at the very end of the line, right at the die head, and takes the stream of plastic that the extruder provides. Its job is to intelligently shape and sculpt that stream of plastic, controlling its thickness and profile just before the mold captures it. They are two separate systems that must work together in perfect harmony.
The Right Technology for Your Business
We’ve covered a lot of ground, from basic principles to advanced specifications. The single most important takeaway is this: in the past, making a quality product meant making it heavy. You had to make the entire part thick enough just to ensure that its weakest spot was still strong enough. Esto was simple, but it was also incredibly wasteful.
Today, technology allows us to be smart. It allows us to be precise.
A modern wall thickness control system is the key to decoupling weight from strength. It lets you make products that are lighter, stronger, and cheaper to produce. It increases your factory’s output, reduces your environmental footprint, and gives you the freedom to create more innovative designs.
When you invest in an máquina de moldeo por soplado por extrusiónUsted está tomando una decisión que afectará a su negocio durante la próxima década o más. Elegir una máquina con un controlador de espesor de pared potente, confiable y preciso es una de las formas más seguras de garantizar que su inversión genere rendimientos.
Si tiene más preguntas o desea discutir qué tipo de máquina—ya sea de nuestra versátil Serie FORMA o de nuestra resistente Serie TITAN—es la adecuada para sus productos específicos, no dude en ponerse en contacto conmigo en Leka Machine. Estamos aquí para ayudarle a encontrar la solucióncorrecta, y con un tiempo de entrega de solo 60-90 días, podemos ayudarle a instalarla rápidamente en su planta de producción.
enlaces externos:
- Fundamentos del Proceso de Moldeo por Soplado
https://www.ptonline.com/knowledgecenter/blow-molding - Programación del Parison: Por Qué y Cómo
https://www.ptonline.com/articles/parison-programming-the-whys-and-hows - Soluciones de Moldeo por Soplado – MOOG Inc.
https://www.moog.com/markets/industrial/plastics/blow-molding.html - El impulso hacia el aligeramiento de envases continúa
https://www.plasticsnews.com/resin-pricing/push-lightweighting-packaging-continues - Guía de Solución de Problemas de Moldeo por Soplado
https://www.exxonmobilchemical.com/en/library/technical-resources/technical-bulletins/blow-molding-troubleshooting-guide - Pruebas de Caída de la ONU para Envases
https://www.smithers.com/services/distribution-testing/un-packaging-testing/un-drop-testing - Máquinas de Plásticos – B&R Industrial Automation
https://www.br-automation.com/en/industries/plastics/ - Control del Espesor de Pared del Parison
https://www.fghsystems.com/en/products/parison-wall-thickness-control/ - Introducción al Moldeo por Soplado 3D
https://www.ptonline.com/articles/a-primer-on-3d-blow-molding - Moldeo por Soplado por Extrusión
https://www.bpf.co.uk/plastipedia/processes/extrusion_blow_moulding.aspx





0 Comentarios