





Extrusion Blow Molding Machine Buying Guide: 5 Critical Technical Specs & Pitfalls to Avoid
Buying a new extrusion blow molding machine is a huge investment, often costing between $400,000 and $1,000,000. If you get the specifications wrong, you risk high energy bills, slow production, and machines that cannot handle recycled materials.
When discussing technical specifications, you must focus on three critical areas: Energy Consumption (kWh per kg of plastic), Cycle Time validation (not just dry cycle speed), and Screw Design for material compatibility (especially for PCR or rHDPE). You also need to verify component brands to ensure local spare parts availability and demand a strict specific delivery timeline in the contract.

Many buyers focus only on the precio or the clamping force. But the real profit killers are hidden in the details of the motor efficiency, the cooling capacity, and the software logic. I have helped many propietarios de fábricas in Europe and America navigate these choices. Below, I will share exactly how to talk to suppliers to protect your investment.
How can I ensure the technical specifications of the extrusion blow molding machine match my production requirements?
You need to produce thousands of bottles a day, and a machine that is slow or unstable will destroy your profit margins. You cannot rely on the catalog speed; you must verify the actual production speed.
To ensure the specs match your needs, ask for a guaranteed “Cycle Time per Shot” for your specific bottle weight and material, not just the machine’s dry cycle speed. You should also demand a power consumption test report that proves energy usage is under 0.22 kWh/kg, rather than the industry average of 0.35 kWh/kg.

Analyzing Cycle Time and Output Efficiency
When I talk to clients, I often hear them say, “My old machine is too slow.” But when we dig deeper, the problem is not the machine movement speed. The problem is usually the cooling time or the plasticizing rate. When you discuss specs with a supplier, do not just say “I need 2000 bottles per hour.” You need to break it down.
First, look at the Plasticizing Capacity. If you run a large 5L bottle, your extruder must melt plastic fast enough. If the screw is too small, the machine waits for the plastic to melt. This increases your cycle time. At Máquina LEKA, we calculate the screw diameter based on your maximum gram weight to avoid this bottleneck.
Second, look at the Cooling System Design. The longest part of the moldeo por soplado cycle is cooling the plastic so it becomes hard. If the mold platens do not have enough water channels, or if the airflow inside the bottle is weak, you have to wait longer. I recommend asking for “Post-cooling” options or high-speed ventilation valves if you need high output.
Here is a checklist I use to evaluate if a machine fits the production speed you need:
| Specification Parameter | Por qué es importante | Target Value (Good Standard) |
|---|---|---|
| Tiempo de ciclo de secado | How fast the clamp opens and closes without plastic. | 1.8 – 2.5 seconds |
| Screw L/D Ratio | Determines how well and fast the plastic melts. | 24:1 or 30:1 (Better for mixing) |
| Consumo de energía | Directly impacts your operational cost (TCO). | ≤0.22 kWh/kg (New Servo systems) |
| Parison Control Points | Allows you to make bottles lighter to save material. | 100 points or 300 points MOOG/Yuken |
What questions should I ask my supplier to verify the machine’s customization options?
Every factory is different. You might have limited ceiling height, specific water pipe connections, or a need for quick mold changes. Standard machines often fail to fit these unique constraints.
You should ask: “Can you modify the cabezal de matriz distance to fit my existing molds?” and “Do you support quick-change mold systems to reduce downtime from 2 hours to 30 minutes?” Also, ask if the software allows for one-click recipe storage so your operators can switch products easily without reprogramming.
Verifying Customization and Compatibility
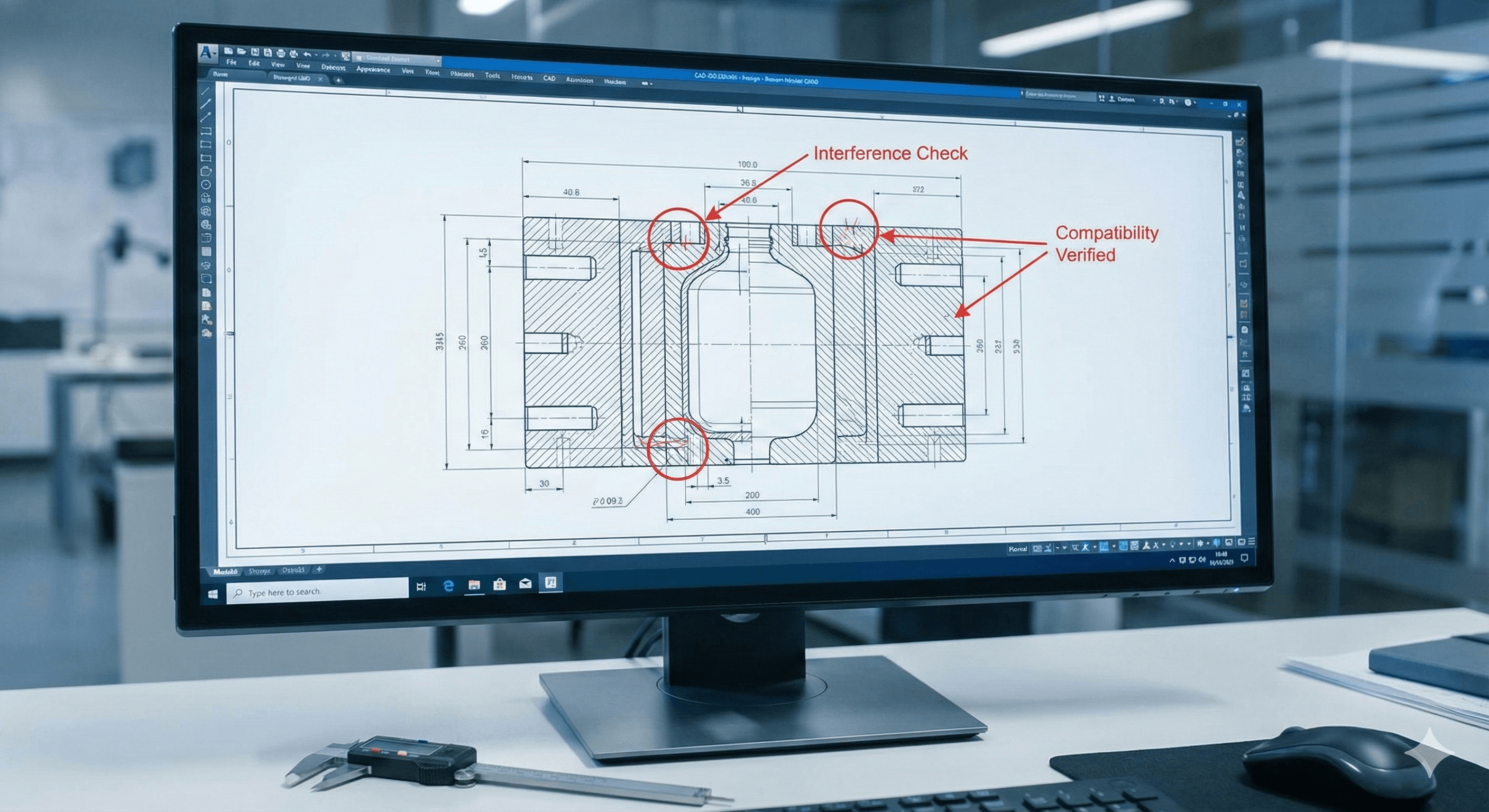
I recently worked with a client in France, John. He had twenty sets of molds from an old Italian machine. He wanted to buy a new machine from China to save costs, but he was terrified that his old molds would not fit. This is a very common fear. To solve this, you need to get technical drawings before you sign anything.
You must ask the supplier for the Platen Layout Drawing. Compare the “Center Distance” of the die heads with your molds. If the distance between the two bottle necks in your mold is 120mm, but the machine is fixed at 140mm, you cannot use that mold. Customizing this distance is standard for us at LEKA, but many rigid suppliers will say no. You must confirm this early.
Another huge area for customization is the Software and HMI (Human Machine Interface). In Europe, operators are expensive and hard to find. You do not want a complex screen that requires a degree to understand. Ask the supplier: “Can you customize the HMI language to my local language?” and “Can we lock certain parameters so junior staff cannot mess them up?”
We also need to talk about Material Changes. If you run many different SKUs (Stock Keeping Units), like 500ml bottles one day and 1L bottles the next, you need a machine designed for flexibility. Ask about “Quick Deflashing” adjustments and “Side-out” conveyor systems that can be adjusted without tools.
Here are the specific dimensions you must verify:
- Platen Size (W x H): Must be larger than your largest mold.
- Mold Thickness Range: Ensure your thinnest and thickest molds can be clamped.
- Opening Stroke: Must be wide enough to let the bottle drop out easily.
- Die Head Center Distance: Must match your multi-cavity molds exactly.
How do I evaluate the compatibility of the machine with my existing molds or product designs?
Using old molds on new machines saves money, but it is risky. If the alignment is off by even a millimeter, you will damage the mold or produce leaking bottles.
Evaluate compatibility by sending your mold 2D/3D drawings to the supplier for a “Mold Audit.” Check the locating ring size, the cooling water connection positions, and the ejector rod placement. You must confirm that the machine’s carriage stroke can cover the full depth of your product design.
The Danger of “Standard” Machines
I have seen a disaster where a customer bought a standard machine, and when it arrived, the cooling water pipes on the machine interfered with the guide pillars on his mold. He had to spend $5,000 modifying the machine locally. You can avoid this.
When you evaluate product design compatibility, look at the L/D Ratio (Length to Diameter) of the extruder screw regarding your material. If you use PCR (Post-Consumer Recycled) material or rHDPE, standard screws are bad. They do not mix the old plastic well, leading to black spots or weak bottles. You need a “Barrier Flight Screw” or a specialized mixing screw. Ask the supplier specifically: “Is this screw geometry designed for 100% virgin material or 30% PCR?”
Also, consider the Parison Control System. If your product design has complex curves—like a handle on a detergent bottle—you need a machine with 100-point or 300-point wall thickness control. A simple machine will make the handle too thin, and it will break. I always tell buyers to send a sample of their most difficult bottle to the supplier and ask, “Can you guarantee the wall thickness in this specific corner?”
Here is a breakdown of what to check for different material types:
| Material / Product | Technical Requirement | Risk if Ignored |
|---|---|---|
| Virgin HDPE / PP | Standard High-mixing screw. | Uneven color dispersion. |
| 30%-100% PCR (Recycled) | Bimetallic screw & barrel (harder steel). | Screw wears out in 6 months; black spots. |
| Transparent Bottles (PETG/PVC) | Mirror-polished die head chrome plating. | Yellowing or foggy bottles. |
| Bidones (Stackable) | View stripe (Visestripe) extruder. | Cannot see liquid level; product rejected. |
What are the most common technical pitfalls I should avoid during supplier discussions?
The biggest pitfalls are not usually in the machine specs themselves, but in the definition of “Done” and “Delivered.” Vague contracts lead to delays and calidad arguments.
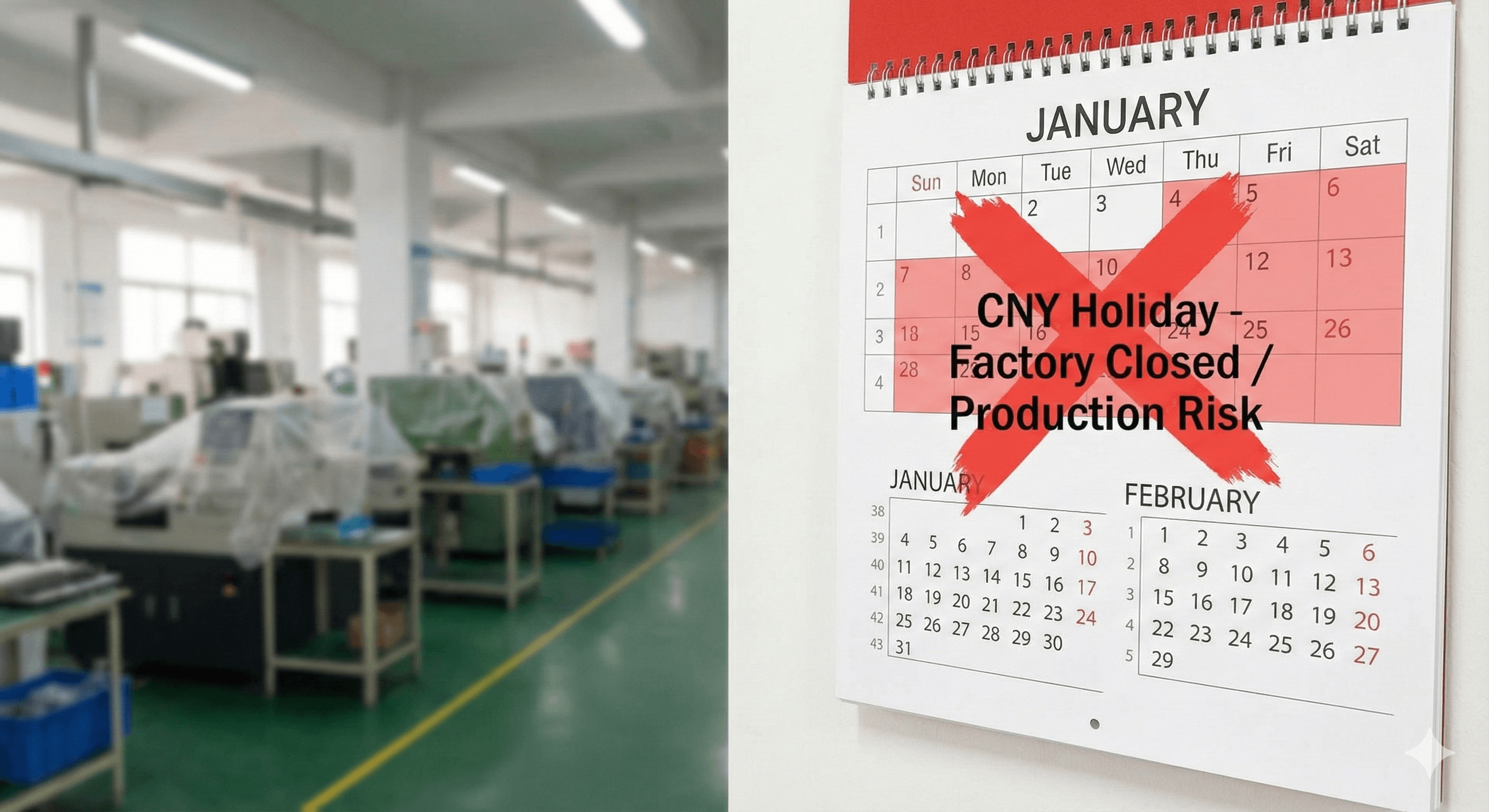
Avoid the pitfall of vague delivery dates by adding a penalty clause for delays (e.g., 0.5% per week). Also, never accept a machine without a Full Load Test (FAT) running your molds for at least 8 hours continuously. Be aware of the “Chinese New Year” effect, which can create a 4-6 week production black hole.
Managing Lead Time and Quality Control
Let’s be honest about the timeline. In China, the standard lead time for an máquina de moldeo por soplado por extrusión is 30 to 90 days. But “90 days” can turn into 150 days if you are not careful. One major pitfall I see is ignoring the Chinese New Year (CNY). This usually happens in January or February. Factories stop work for 2-4 weeks. If your machine is scheduled to finish right before the holiday, workers might rush to finish it, leading to loose bolts or bad wiring. If it finishes during the holiday, it sits in a damp warehouse for a month.
To solve this, I advise my clients to add a “Milestone Payment” structure. Do not just pay 30% deposit and 70% before shipment. Change it to:
1. 30% Deposit.
2. 30% After “Dry Cycle” video verification.
3. 40% After successful FAT (Factory Acceptance Test) with your mold.
Another pitfall is the “Brand Swap” trick. You specify Siemens PLC and Festo valves. But sometimes, a factory might swap them for “local equivalents” to save money, claiming the originals were out of stock. You must write in the contract: “No component brand changes allowed without prior written approval.”
Finally, you must demand a weekly progress report. I do this for all LEKA clients. We send photos and videos every week. You should ask your supplier: “Can we have a video call every two weeks so I can see the machine on the floor?” If they hesitate, they might be outsourcing your order to another cheaper factory. This transparency is your only safety net.
Here is a recommended timeline to put in your contract:
- Day 1: Deposit Received. Project Start.
- Day 15: 3D Drawing Confirmation (Freeze Design).
- Day 45: Parts Machining & Frame Welding Complete.
- Day 60: Assembly Complete & Dry Run.
- Day 75: FAT (Continuous 8-hour run with material).
- Day 80: Final Adjustments & Packaging.
- Day 90: Shipment (FOB Date).
Conclusión
Buying an extrusion blow molding machine is not just about picking a model number; it is about defining the exact “Cycle Time,” “Energy Efficiency,” and “Component Quality” that fits your business. By asking for detailed cycle time breakdowns, verifying mold compatibility with drawings, and enforcing strict contract milestones, you remove the risk from the purchase.
Would you like me to review your current mold drawings and give you a free compatibility assessment for our machines?
Mi rol
I am Slany Cheuang, the owner of Máquina LEKA. I help plastic fabricantes in Europe and America build efficient production lines without the stress of uncertain quality. My team and I are based in Shantou, China.
My Target Audiences:
Business owners like John Michael who are expanding their plastic bottle production. They value reliability, clear communication, and machines that deliver a real Return on Investment (ROI).


0 Comentarios