

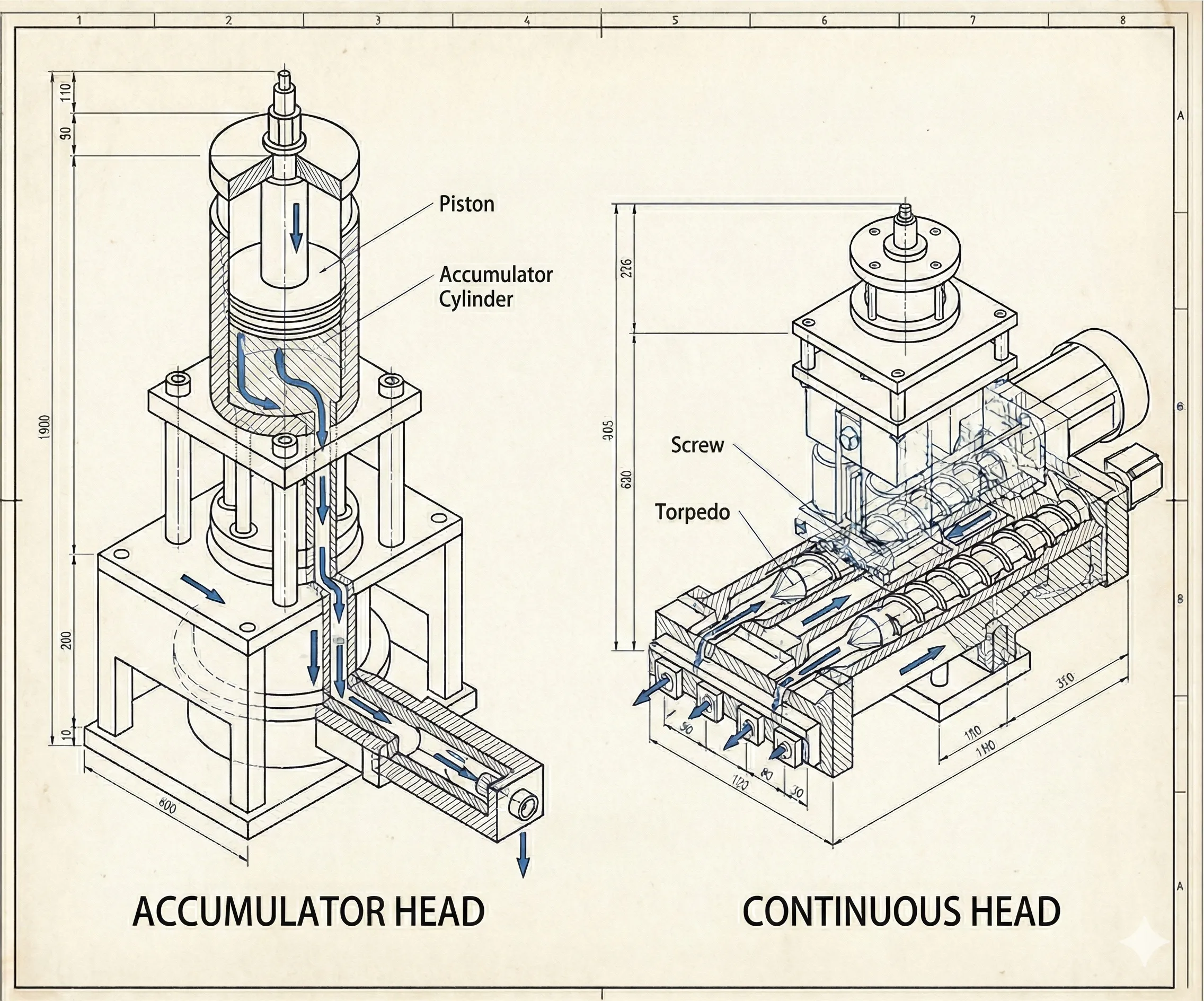
Choosing between an accumulator head and a continuous extrusion head is not a branding choice. It is a process-fit decision that directly affects container stability, wall-thickness consistency, output rhythm, and daily production control.
This page helps B2B buyers make that decision using four practical filters: container volume range, production output pattern, wall-thickness stability requirements, and changeover frequency. If you need broader context first, review how to choose an extrusion blow molding machine.
Quick Selection Logic
- Choose continuous head first when your project is built around stable, repetitive bottle production and frequent product switching.
- Choose accumulator head first when parison weight, part size, or wall-thickness stability becomes the main technical risk.
- If your project sits in the middle, decide by real product requirements, not by a generic rule.
1) Container Volume Range
Volume range is usually the first filter because it changes parison behavior. As the part gets larger and less forgiving, parison control becomes more demanding.
Continuous Head Is Usually a Better Fit When
- Your container family is mainly small-to-mid size with repeatable geometry.
- The line is optimized for stable, ongoing bottle cycles.
- Your project priority is consistent repetitive output with simpler routine operation.
Accumulator Head Is Usually a Better Fit When
- Your container range includes larger industrial parts where parison weight is harder to manage.
- Part integrity and wall distribution are more critical than pure cycle repetition.
- The process needs stronger control during parison formation.

2) Output Rhythm and Production Mode
Continuous head supports a steady flow logic and is commonly aligned with repetitive bottle production programs.
Accumulator head works with a shot-based formation rhythm. This does not mean a simple “faster or slower” conclusion. The correct benchmark is whether the required part can be produced with acceptable stability and quality margin.
If you are also evaluating high-output layout strategy, review multi-die head EBM machine buying traps.
3) Wall-Thickness Stability Requirements
Wall-thickness control depends on both controller capability and parison formation stability. For demanding parts, unstable parison behavior can become the main risk even before final trimming or downstream handling.
- When your project is sensitive to top-to-bottom distribution, corners, handle zones, or heavy-wall consistency, evaluate accumulator feasibility early.
- When part geometry is more forgiving and production is highly repetitive, continuous extrusion can remain a strong and efficient option.
For deeper head-structure background, see the complete guide to blow molding die heads.
4) Changeover Frequency and Product Mix
Changeover demand should be part of head selection from the beginning. A mixed SKU schedule can change the practical choice, even when container size alone looks similar.
- Frequent color, resin, or SKU switching usually favors a setup that is easier to standardize in daily operation.
- Lower changeover frequency with stricter part-control requirements can justify accumulator-first evaluation.
- Do not judge waste or complexity with one fixed rule; confirm based on your product mix and operating routine.
For RFQ preparation, use this technical specs checklist for machine evaluation.
Decision Matrix for Buyer Discussions
| Project Pattern | Typical Direction | Why |
|---|---|---|
| Small-to-mid containers, repetitive production, frequent SKU changes | Continuous head first | Fits steady flow production logic and routine standardization. |
| Larger containers, higher parison control risk, stricter wall consistency needs | Accumulator head first | Usually offers stronger control margin for demanding formation conditions. |
| Mixed range with conflicting requirements | Parallel technical evaluation | Decision should follow product-and-process validation, not one-size rules. |
| Requirements still unclear | Clarify inputs before quote comparison | Early data clarity prevents wrong machine matching and rework. |
What to Confirm Before Requesting a Quote
- Your container family and approximate volume range.
- Expected output rhythm and production mode.
- Resin family and any wall-thickness critical areas.
- Expected changeover frequency and product mix complexity.
- Trimming, handling, and downstream integration expectations.
If your team needs a shared visual baseline before supplier calls, review extrusion blow molding diagram explained.
Next Step
After narrowing head type, align machine configuration and downstream process as one package. You can continue with LEKA extrusion blow molding machine solutions to move from comparison to project-ready selection.