





At our facility in Shantou, we often see clients struggle with high scrap rates immediately after a machine reboot polymer physics 1. Rushing the restart process without understanding thermal dynamics 2 inevitably damages screws and kills profitability.
The restart procedure for all-electric machines is kinetically instant but thermodynamically identical to hydraulic models. While servo motors are ready immediately, you must still wait 1.5 to 3 hours for the barrel to heat-soak. A proper checklist involving PLC recipes and safety checks ensures stable production.
The transition to all-electric architecture simplifies the mechanics, but the physics of melting plastic remains the same. Below, we break down exactly what you need to know to manage this process efficiently.
How Long Does It Take to Reach Stable Production Parameters After a Cold Start?
When we calibrate flight controllers or test machines before shipment, we notice that many operators confuse motor readiness with melt readiness. This misunderstanding often leads to "cold slugs" that can fracture the feedscrew.
Reaching stable production typically takes 1.5 to 3 hours from a cold state. This duration is dictated by the thermal conductivity of the steel barrel and polymer physics, not the drive system. You must heat-soak the extruder to prevent screw fracture before engaging automatic cycling.

Understanding Kinematic vs. Thermodynamic Readiness
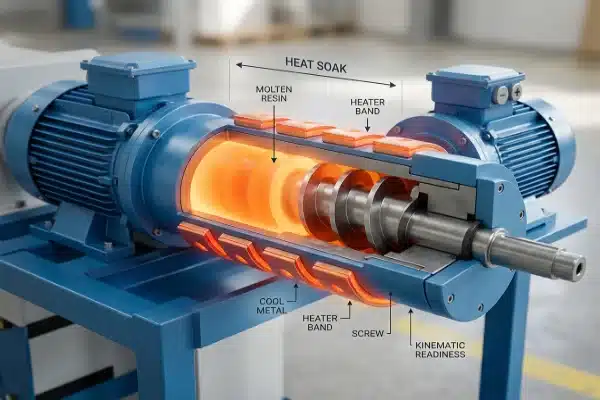
There is a pervasive misconception in the industry that buying an all-electric machine means you can just "turn it on and go." From our manufacturing perspective, this is dangerous. While it is true that electric servo motors do not require the 30-to-60-minute warm-up period that hydraulic oil needs to reach operating viscosity, the steel barrel and the plastic inside it still obey the laws of thermodynamics.
If you attempt to rotate the screw before the metal and resin are fully heat-soaked, you risk snapping heavy-duty flange bolts or the screw itself. A cold start is a staggered process. You must bring the line to start-up temperatures and then hold it there. This "soak time" ensures the heat penetrates deep into the core of the resin, not just the layers touching the barrel wall.
The Physics of the Warm-Up Sequence
We advise a standardized approach for polyolefin processing. You should set the die head to roughly 250°F for an hour, then step up the adapters, and finally bring the extruder zones to their operating temperatures (e.g., 340°F–350°F). Once these temperatures are reached on the display, a further 15-minute soak is mandatory.
The table below highlights why electric machines save energy but not necessarily warm-up time:
| Operational Phase | Hydraulic EBM Architecture | All-Electric EBM Architecture |
|---|---|---|
| Actuator Warm-Up | Yes (30-60 mins to heat fluid) | No (Instant readiness upon boot) |
| Kinematic Delays | 300-500ms per action | None (Millisecond execution) |
| Thermal Soaking | 1.5 to 3 hours | 1.5 to 3 hours (Identical) |
| Cold Start Precision | ±0.05mm (Sluggish fluid) | ±0.03mm (Servo controlled) |
Material Specific Risks
The timeline is also dictated by your resin. If you are running sensitive materials like Celcon® acetal (POM), you must be incredibly precise. Overheating during startup causes degradation, while under-heating causes mechanical failure. Hygroscopic materials like Tritan require moisture checks before you even think about heating the barrel. In short, the machine is ready when the material is ready, not when the screen lights up.
What Specific Checklist Should I Request to Ensure a Smooth and Safe Restart?
We provide our clients with a "Crash Kit" of spare parts because we know that accidents happen during the chaotic first few minutes of a restart. A solid Standard Operating Procedure (SOP) 3 is your best insurance policy against downtime.
A robust restart checklist must validate data integrity, pneumatic pressure (strictly 90 PSI), and heater soak times. It should require operators to verify that safety interlocks are active and perform a manual low-speed jog test to clear any internal obstructions before switching to full-speed automatic production.

The "Shutdown Dictates Startup" Principle
The secret to a smooth restart actually happens önce you turn the machine off. In our experience, if an operator shuts down a machine full of standard production resin, that resin will oxidize and create carbon specks. When you restart, you will spend hours purging black spots.
We strongly recommend using commercial purging compounds 4 (like Asaclean® or Dyna-Purge®) during the shutdown. Leaving the barrel full of a thermally stable purge compound creates an airtight seal. This prevents oxygen from entering the barrel and degrading the material. If your team skips this step, your restart checklist will be useless because you will be fighting contamination for half the shift.
Critical Validation Steps
Before your operator presses the "Auto" button, they must validate the machine's physical environment. This is not just about checking screens; it is about checking the hardware. For instance, start-up vibrations can shift leveling legs or loosen locknuts.
Here is the breakdown of a critical safety checklist we recommend:
| Validation Phase | Critical Action Item | Technical Rationale |
|---|---|---|
| Data Integrity | Verify PLC and backup memory. | Ensures rapid recovery of setpoints without manual programming. |
| Pnömatik | Confirm air supply is strictly 90 PSI. | Critical for rapid blow pin actuation and precise part expansion. |
| Security | Tighten locknuts on leveling legs. | Vibrations can misalign precision ball screws if the chassis is not rigid. |
| Kinematic Jogging | Test cycle step-by-step in manual. | Visually confirms servo positioning and ensures no binding. |
Purging Compound Displacement
Once the heat-soak is done, you cannot just ramp up to full RPM. The purge compound inside the barrel is stiff. Operators should apply short bursts of high agitation (high motor torque) followed by slowing down. This "dynamic expansion" helps push out loosened contamination. Only after the die head output looks clean should you introduce virgin resin. This specific sequence prevents the "cold slug" issue we mentioned earlier and protects the die lip from damage.
Can the Machine Automatically Save and Recall Process Settings to Speed Up the Reboot?
We equip our LEKA machines with advanced PLCs because relying on operator memory for 40+ heating zones is a recipe for disaster. Manual input is slow and prone to typing errors that ruin wall thickness distribution.
Yes, modern all-electric machines utilize digital recipes to recall up to 48 heating zones and complex parison profiles in milliseconds. Unlike hydraulic systems requiring manual valve tuning, the PLC automatically restores precise servo speeds and temperature setpoints, drastically reducing human error and changeover time.

From Analog Guesswork to Digital Precision
In the past, restarting a hydraulic machine meant an operator had to manually tweak analog flow valves and timer relays. It was common to see changeover times lasting 8 to 24 hours because the settings were based on "feeling" rather than data. If the skilled operator was sick, the machine didn't run well.
Today, our all-electric systems digitize the entire process. The PLC stores "Recipes" that contain every single variable required to make a specific bottle. This includes:
- Thermal Data: Auto-Tuning PID values for up to 48 independent heating zones.
- Motion Control: Precise velocity and deceleration curves for the servo motors.
- Parison Control: Complex wall thickness programs that use between 20 to 400 data points to modulate the die gap.
Autonomous Stabilization via Closed-Loop Feedback
The real magic happens in the first few shots. Even with saved recipes, the viscosity of the plastic can vary slightly due to ambient temperature or resin batch differences. High-end all-electric controllers use closed-loop feedback 5 to fix this.
The system monitors the pressure in the cavity and the torque resistance on the servo motors. If it detects that the parison is slightly too thick or the injection pressure is too high, it autonomously adjusts the settings every 4 milliseconds. This algorithmic micro-tuning forces the physical output to match the digital template.
Comparison of Control Architectures
This digital capability is the main reason all-electric machines are superior for high-mix, low-volume production environments where frequent restarts are common.
| Control Feature | Legacy Hydraulic Control | Modern All-Electric Control |
|---|---|---|
| Parameter Storage | Manual documentation (Paper) | Instantaneous digital recipe recall |
| Duvar Kalınlığı | Manual die gap adjustment | 20 to 400-point dynamic digital curves |
| Thermal Tuning | Manual heater adjustments | Auto-Tuning PID across up to 48 zones |
| Değişim Süresi | 8 to 24 hours | Millisecond parameter recall |
Sonuç
Restarting an all-electric machine is mechanically simpler but thermally demanding. By respecting the heat-soak time, utilizing digital recipe recalls, and following a strict purging SOP, you can minimize downtime and protect your investment.
Dipnotlar
1. Provides a deeper understanding of how material properties are governed by polymer structure and behavior. ↩︎
2. Explains the fundamental principles of heat transfer relevant to material processing. ↩︎
3. Defines SOPs and highlights their importance in ensuring consistent, accurate, and efficient operations. ↩︎
4. Describes the purpose and benefits of specialized compounds for cleaning plastic processing machinery. ↩︎
5. Explains the concept of self-correcting control systems crucial for automated precision in machinery. ↩︎


0 Yorum