






Giriş
If you’ve ever used a shampoo bottle, a laundry detergent jug, or a sturdy chemical container, there’s a good chance it was made using extrusion blow molding. It’s a super common and effective way to make hollow plastic parts. My name is Slany Cheuang, and I’m a technical sales manager at Leka Machine. I work with this technology every day.
I’m here to give you a straightforward rehber to how it all works. We’ll skip the confusing jargon and get right to what you need to know about making plastic bottles with this method.
Ekstrüzyon Şişirme Kalıplama (EBM) nedir?
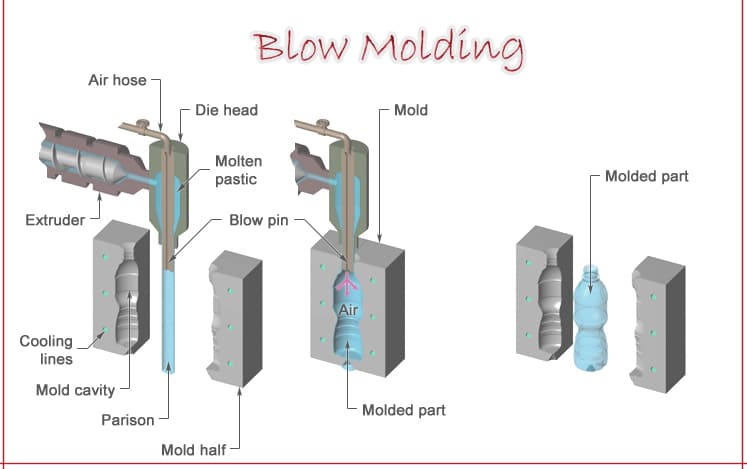
Bunu iki şeyin birleşimi gibi düşünün: bir tüp diş macununu sıkmak ve bir balonu şişirmek. Özetle, plastik şişe üretim çözümü şu şekilde çalışır:

- İlk olarak makine, plastikleştirme adı verilen bir işlemle küçük plastik peletleri sıcak, kalın bir sıvı içinde eritir.
- This melted plastic is pushed out through a circular die, forming a hollow tube called a “parison.”
- İki parçalı bir kalıp parisonun etrafını kapatarak alttan sıkıştırır.
- Daha sonra parisonun içine hava üflenerek balon gibi şişirilir ve kalıbın soğuk duvarlarına karşı plastikBöylece nihai şişe şekli oluşturulur.
- Hızlı bir soğumanın ardından kalıp açılır ve bitmiş şişeniz dışarı atılır.
EBM Üretim Süreci: Reçine Peletinden Bitmiş Şişeye
Alright, now that you know the key players, let’s walk through the manufacturing cycle step-by-step. Seeing how the parts work together makes the whole process click.
Şişirme kalıplama
Adım 1: Reçinenin Beslenmesi ve Plastikleştirilmesi
. Her şey hammadde ile başlıyor. Küçük boncuklara benzeyen plastik peletleri hazne adı verilen büyük bir kaptan ekstrüdere döküyoruz. Bu eritilerek neredeyse bal gibi kalın, homojen bir sıvı haline getirildiği yerdir.

Ekstrüzyon şişirme makinesi ile Plastik Reçineyi Hazneye Yükleyin
Adım 2: Parisonun Ekstrüde Edilmesi ve Kalıpta Yakalanması
. Daha sonra, erimiş plastiği kalıp kafasından geçiriyoruz. Bu Sıcak, içi boş plastik tüpü, yani parisonu oluşturan şeydir. Kalıp kafasından aşağı doğru sarkar, tıpkı makarna eriştesi yapar gibi. Parison mükemmel uzunluğa ulaştığında, kalıbın iki yarısı hızla etrafına kapanarak onu içine hapseder.

Ekstrüzyon şişirme makinesinin Parisonunu Oluşturun ve Kontrol Edin
Adım 3: Üfleme ve Soğutma
. Parison kalıbın içinde mühürlendikten sonra tepesine bir üfleme pimi yerleştirilir. Bu pim parisonun içine bir basınçlı hava püskürterek onu bir balon gibi şişirir. Sıcak plastik dışarı itilir ve kalıbın iç duvarlarına baskı yaparak son şeklini alır. Kalıbın kendisi su ile soğutulur, böylece sıcak plastik ona değdiği anda soğumaya ve neredeyse anında sertleşmeye başlar. Bu ürünlerinizi ne kadar hızlı üretebileceğinizi gerçekten belirleyen sürecin bir parçasıdır.
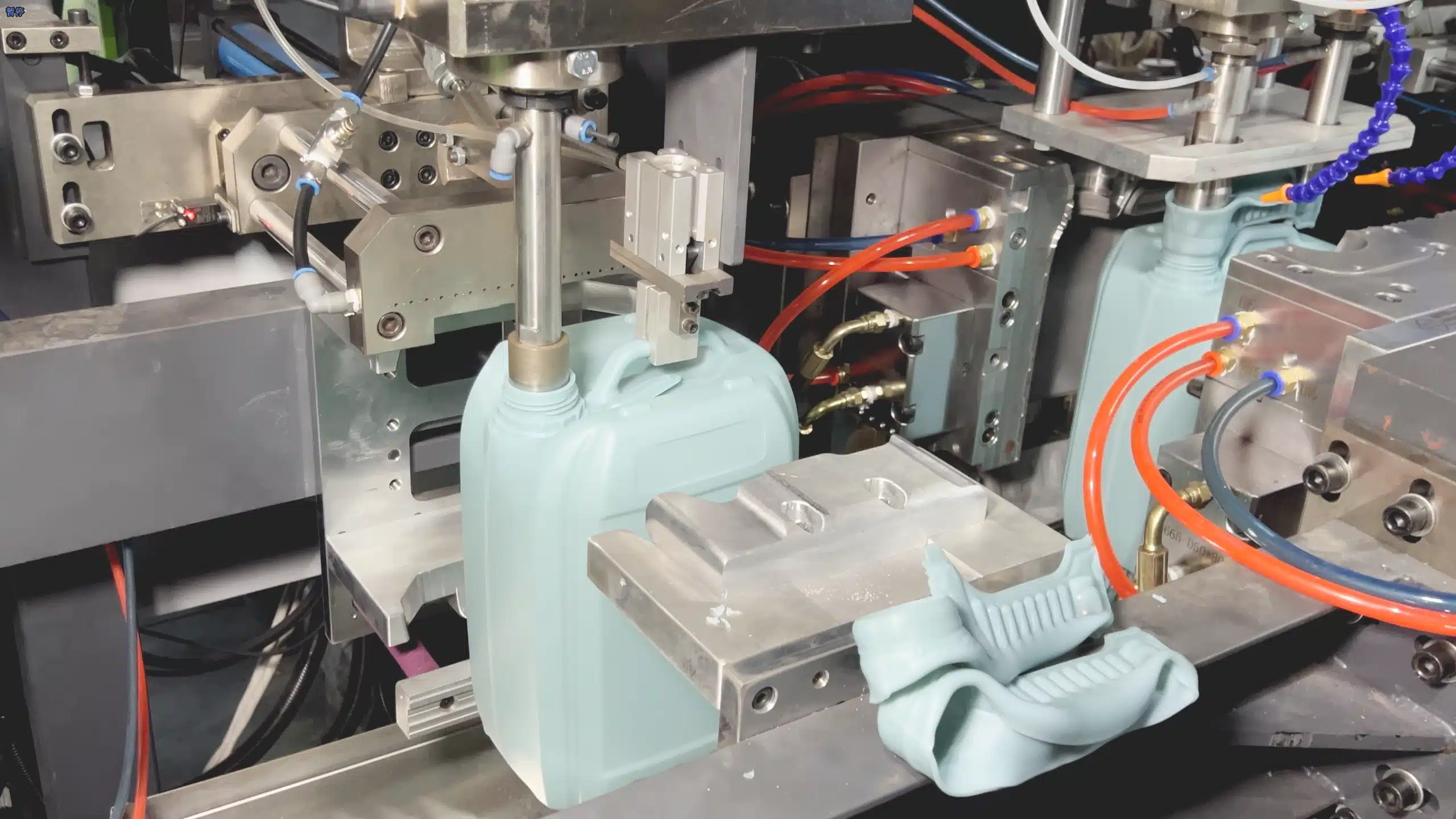
Adım 4: Deflashing ve Son Paketleme
. Son olarak kalıp açılır ve yeni oluşan şişe dışarı itilir. Oradan, fazladan plastik parçalarının (flaş) kesilmesi için hatta ilerler. Birçok yüksek kaliteli üretim hattı, her bir şişenin mükemmel olduğundan emin olmak için otomatik sızıntı testi de içerir. Bundan sonra şişeler paketlenir, paletlenir ve sevkiyata hazır hale getirilir.



Uygulanabilir Etkileşim İpucu: Bu konuda okumak bir şeydir, ama görmek başka bir şeydir. Bu sürecin hızını ve hassasiyetini anlamanın en iyi yolu onu izlemektir. Leka Makine modellerimizin videolarını çalışırken görmek için web sitemizi ziyaret edin!
Bir Ekstrüzyon Şişirme Makinesinin Anatomisi
To really get what’s happening, it helps to know the main parts of the machine you’ll be working with. Think of it like knowing what’s under the hood of a car. Each part has a specific job to do to get to the final product.
Ekstrüder: Makinenin Kalbi
Bu o Her şeyin başladığı yer. Ekstrüder temel olarak içinde büyük bir döner vida bulunan büyük, ısıtılmış bir varildir. Ham plastik peletleri içeri besleriz ve vida onları ileri doğru iter. Bu işlemden kaynaklanan ısı ve basınç, peletleri eriterek tutarlı, erimiş bir plastik haline getirir. Bu vidanın tasarımı, plastiğin doğru şekilde eritilmesi için gerçekten önemlidir.

Pafta Kafası: Parison Kontrolünün Anahtarı
Plastik eridikten sonra ekstrüderden kalıp kafasına akar. Bu is the part that shapes the molten plastic into that hollow tube I mentioned earlier, the “parison.” The key player here is the parison programmer. It’s a smart device that can change the thickness of the parison tube as it’s being pushed out. Why does that matter? Well, you can make the corners of a jerry can thicker for strength while using less plastic on the flat sides. It’s all about putting the plastic exactly where you need it.

Sıkıştırma Ünitesi: Her Şeyi Bir Arada Tutmak
. Sıkıştırma ünitesi makinenin kas gücüdür. Kalıbın iki yarısını tutar. Görevi, kalıbı parisonun etrafına kapatmak ve daha sonra hava akışı devam ederken büyük bir kuvvetle kapalı tutmaktır. darbeler the plastic into shape. We measure this power in “clamping force.”

Son Rötuşlar: Soğutma, Deflashing ve Çıkarma
. After the bottle is blown, it needs to cool down. The speed of this cooling step is a huge factor in how fast you can make your products. Once it’s cool, you have to deal with the extra plastic at the top and bottom, which we call “flash.” Bu otomatik bir sistemle ya da elle kesilir. Son olarak, genellikle robotik bir kol olan bir çıkarma sistemi, bitmiş şişeyi alır ve paketlenmeye hazır bir konveyör bandına koyar.





Ne Tür Şişeler ve Kaplar Yapabilirsiniz?
Hakkında en iyi şeylerden biri ekstrüzyon şişirme (EBM) is its flexibility. It’s the perfect choice for making containers that need a handle, like a jerry can, or have tricky, non-symmetrical shapes. It’s a real workhorse for both endüstri̇yel ambalaj and everyday consumer goods. I’ve seen our machines used to make an incredible variety of products. Here’s a quick look at what you can produce.
- Tüketim Malları: Yağlayıcılar, ev temizleyicileri ve tarım kimyasalları için şişeler yapabilirsiniz. Bizim FORMA serisi bu tür işler için istikrarlı ve güvenilir bir ortaktır, küçük şişelerden orta boy bidonlara kadar her şeyi kolayca işler.
- Endüstriyel Konteynerler: This is where EBM really shows its power. We’re talking about heavy-duty chemical drums from 30 to 250 liters, large water tanks, and even the inner bottles for 1,000 L Intermediate Bulk Containers (IBCs).
- Otomotiv Parçaları: Otomobil endüstrisi birçok karmaşık içi boş parça için EBM'ye güveniyor. Bu yakıt depoları, hava kanalları ve yıkama sıvısı hazneleri gibi şeyleri içerir.
- Yiyecek ve İçecek: Bu işlem taze süt, yoğurt ve diğer meyve suyu ve sütlü içeceklerin ambalajlanması için mükemmeldir. HDPE şişeler.
- İlaçlar: Tabletler, şuruplar ve vitaminler için yüksek kaliteli HDPE şişeler üretebilirsiniz.
- Büyük Eğlence Malları: Doğru makineyle daha da büyük işler yapabilirsiniz. Müşterilerimin binek arabalar, soğutucular ve hatta kanolar gibi büyük oyuncaklar yaptığını gördüm.
Doğru Plastik Reçine Seçimi: HDPE vs. PP, PETG ve Daha Fazlası
Picking the right machine is only half the battle. The plastic you choose is just as important. It affects everything from the bottle’s strength and looks to what you can safely put inside it. Our machines are designed to work with a variety of materials, including PE, PP, and PVC, so you have options. Let’s walk through some of the most common choices and their processing challenges.
Malzeme | İçin En İyisi | Isı Toleransı | Netlik | Örnek |
HDPE | Bidonlar, süt sürahileri, endüstriyel konteynerler | İyi | Opak |  HDPE şişe konteyner |
PP | Sıcak dolum ürünleri, tıbbi kavanozlar, kapaklar | Mükemmel | İyi |  PP konteyner |
PETG | Üst düzey kozmetik ve içecek şişeleri | Adil | Yüksek |  PETG konteyner |
PVC | Şeffaf kimyasal veya ev ürünü şişeleri | İyi | Yüksek |  PVC şişeler konteyner |
HDPE: Dayanıklılık ve Geri Dönüştürülebilirlik için Sektör Standardı
Yüksek Yoğunluklu Polietilen veya HDPE, ekstrüzyonda kullanılan bir malzemedir şişirme kalıplama. Sağlamdır, darbelere karşı mükemmel direnç gösterir ve neme karşı iyi bir bariyer sağlar. Bu makes it a perfect match for things like milk jugs, detergent bottles, and industrial chemical containers. A huge plus is that it’s widely recycled, which is a big deal for sustainability.
- İşlem Zorluğu: While HDPE is stable, the main challenge is controlling “parison swell.” Bu sıcak plastik borunun asılırken ne kadar genleşeceğini hassas bir şekilde yönetmek anlamına gelir; bu da özellikle karmaşık parçalarda tutarlı duvar kalınlığı elde etmenin anahtarıdır.
PP: Sıcak Dolum Uygulamaları için İdeal Seçim
Polypropylene (PP) can handle the heat. Its higher heat tolerance compared to HDPE makes it the right choice for products that need to be filled while they’re still hot, like pancake syrup or some sauces. This heat resistance also means it can be sterilized, which is critical for certain medical products.
- İşlem Zorluğu: PP’s melt strength is generally lower than HDPE’s. Bu özellikle daha büyük parçalar yapılırken parisonun sarkma olasılığının daha yüksek olduğu anlamına gelir. Deforme olmuş bir ürünü önlemek için sıcaklık ve ekstrüzyon hızı üzerinde çok hassas bir kontrol gerektirir.
PETG ve PVC: Netlik, Maliyet ve Performansın Dengelenmesi
Bazen ürününüzün rafta gerçekten parlaması gerekir. Cam gibi berraklığın şart olduğu bu durumlarda PETG (Polietilen Tereftalat Glikol) ve PVC (Polivinil Klorür) gibi malzemelere başvurabilirsiniz. Ürünü sergileyen harika, net bir yüzey sunarlar, bu nedenle genellikle vitamin veya tablet gibi şeyleri paketlemek için kullanılırlar.
- İşlem Zorluğu: Her iki malzeme de ısıya karşı çok hassastır. İşleme sıcaklığı çok yüksekse kolayca bozunabilir ve nihai üründe siyah lekelere veya renk bozulmasına yol açabilir. PVC özellikle zordur çünkü bozunduğunda makine ve operatör için zararlı olan aşındırıcı gaz açığa çıkarabilir. Her ikisi de hassas sıcaklık kontrolü ve kullanmadan önce uygun kurutma gerektirir.
PCR (Post-Consumer Resin) ile Sürdürülebilirliği Kucaklamak
Sustainability is more than just a buzzword; it’s a real business priority. Using Post-Consumer Resin (PCR) is a practical way to meet this goal. It involves blending recycled HDPE or PP with new material. Many automotive clients also need to process recycled resins to meet their corporate social responsibility goals.
- İşlem Zorluğu: En büyük zorluk, geri dönüştürülmüş malzemenin kendisinin tutarsızlığından kaynaklanıyor. Bu partiden partiye renk ve koku farklılıklarına yol açabilir. Geri dönüştürülmüş plastikteki kirleticiler de jelleşmeye veya siyah lekelere neden olarak şişede zayıf noktalar oluşturabilir. Bu yüksek kaliteli bir sonuç elde etmek için daha iyi eriyik filtreleme ve daha sofistike proses kontrollerine sahip makineler gerektirir.
Isı Toleransı Netliği İçin En İyi Malzeme
HDPE Bidonlar, süt sürahileri, endüstriyel konteynerler, İyi Opak
PP Sıcak dolum ürünleri, tıbbi kavanozlar, kapaklar Mükemmel İyi
PETG Üst düzey kozmetik ve içecek şişeleri Fuar Yüksek
PVC Şeffaf kimyasal veya ev ürünü şişeleri İyi Yüksek
Don’t Ship Defects: Essential Quality Control and Testing Protocols
Şişe yapmak bir şeydir; başarılı işletmeleri diğerlerinden ayıran şey her seferinde iyi bir şişe yapmaktır. Kötü bir parti göndermek, müşteri kaybetmenin hızlı bir yoludur. Tutarlı Kalite tartışmaya açık değildir. İşte fabrikanızdan çıkan her ürünün mükemmel olduğundan emin olmak için her zaman önerdiğim temel kontroller.
Duvar Kalınlığı Ölçerlerle Tutarlılığın Doğrulanması
You can’t just assume the plastic went where it was supposed to. We use special ultrasonic gauges to measure the wall thickness of a finished bottle. This check is critical to ensure you don’t have any weak spots, especially in the corners or on the bottom, where stress is highest.
Mekanik Dayanım Testi: Düşme, Üstten Yük ve Sıkıştırma Testleri
Bottles live a tough life. They get dropped, stacked, and squeezed. For producers of industrial packaging like chemical drums, passing a UN-certified drop test is not just important; it’s a requirement. Top-load tests simulate stacking by applying pressure from above to see how much weight a container can take before it collapses.
Görsel İnceleme: Pus, Çizgi ve Siyah Lekeler Nasıl Tespit Edilir?
. Gözleriniz en iyi kalite kontrol araçlarınızdan biridir. Kozmetik kusurlar genellikle daha büyük sorunlara işaret eder. Pus, çizgiler veya siyah lekeler kontamine hammadde veya işleme sıcaklığıyla ilgili bir sorunun işareti olabilir. Geri dönüştürülmüş malzemelerle çalışanlar için bir inline kameralı kontrol sistemi hayat kurtarıcı olabilir.
Kritik Kaçak Tespiti
. For many products, a microscopic hole you can’t even see can be a disaster. We use automated equipment that uses pressure or a vacuum to test each bottle. It’s a fast and reliable way to ensure the container is perfectly sealed.
Yatırım Getirinizi En Üst Düzeye Çıkarın: Enerji ve Malzeme Verimliliği için İpuçları
In manufacturing, being efficient isn’t just a nice goal—it’s how you make money. A smart operational choice can have a huge impact on your bottom line. If you want to reduce costs, these are the areas I tell my clients to focus on.
Enerji Tasarrufu
Enerji en büyük işletme maliyetlerinden biridir. Her zaman servo tahrikli hidrolik kullanan makinelere öncelik vermenizi öneririm. Eski makineler genellikle hidrolik pompalarını her zaman tam güçte çalıştırır ve bu da bir ton elektrik israfına neden olur. Modern bir servo sistemi çok daha akıllıdır; yalnızca belirli bir hareket için gereken tam enerji miktarını kullanır ve bu da elektrik tüketiminizi önemli ölçüde azaltabilir.
Malzeme Tasarrufu
Plastic resin is your main raw material cost, so every gram you save counts. One common practice is using “regrind”—the trimmed-off flash that is ground up and mixed back in with new pellets. Pair this with a machine that has precise parison control. Bu kritik olmayan alanlarda şişe duvarlarını daha ince yapmanıza olanak tanıyarak her bir üründeki plastik miktarını doğrudan azaltır.
Basınçlı Hava
Making compressed air is expensive. Look for machines with air recovery systems. These systems can capture and reuse some of the blow air, cutting your compressed-air demand by as much as 30%. It’s a simple feature that provides constant savings.
Parison Optimizasyonu
By using the parison programmer to fine-tune the wall thickness profile, you can often save 3–7% of the plastic used in every single bottle. When you’re producing millions of bottles a year, that 3-7% adds up to a massive amount of money saved.
İhtiyaçlarınız için Doğru Leka Makinesi Nasıl Seçilir?
Picking the right machine really comes down to one simple question: What do you want to make? You don’t need the biggest machine if you’re only making small bottles. It’s about matching the equipment to the job. Here at Leka Machine, we group our machines into different series based on what they do best to make that choice easier.
- FORMA Serisi: Bu bizim çok yönlü ve esnek çok yönlü makinemizdir. Küçük şişelerden orta boy bidonlara kadar çeşitli ürünleri tek bir makinede üretmeniz gerekiyorsa, istikrarlı ve güvenilir bir üretim ortağıdır.
- AERO Serisi: Çok sayıda şişe yapmanız gerekiyorsa ve bunları hızlı bir şekilde yapmanız gerekiyorsa, bu sizin için olanıdır. AERO serisi, çıktınızı en üst düzeye çıkarmanın bir numaralı öncelik olduğu yüksek hacimli, sürekli üretim için tasarlanmıştır.
- TITAN Serisi: Bu seri tamamen güç ve ölçekle ilgilidir. Büyük kapasiteli, yüksek mukavemetli endüstriyel sınıf konteynerler için tasarlanmıştır. Büyük kimyasal varilleri, yüzdürücüleri veya otomotiv parçalarını düşünün.
When you’re looking at the spec sheets for any machine, pay close attention to the “Max container capacity”. It’s measured in liters and will tell you right away if the machine is a good fit for the product you want to create.
EBM Sorularınız Yanıtlandı: Slany Cheuang ile Sıkça Sorulan Sorular
People often ask me about the same few things when they’re starting. Here are the answers to the questions I hear most often.
Malzeme maliyetlerimi nasıl düşürebilirim?
En büyük masraflardan biri plastik reçinenin kendisidir. Çok katmanlı özelliğe sahip bir makine burada gerçekten yardımcı olabilir. Şişenin iç katmanları için daha ucuz, geri dönüştürülmüş bir malzeme (PCR) ve insanların gördüğü dış katmanlar için taze, işlenmemiş plastik kullanmanıza olanak tanır. Bu size yüksek kaliteli bir yüzey sağlarken önemli ölçüde toplam malzeme maliyetlerinizi azaltın.
Artan enerji fiyatlarıyla nasıl mücadele edebiliriz?
Bu is a real concern for many manufacturers. The answer lies in machine technology. As I mentioned, you should look for machines with modern servo motors. They are significantly more energy-efficient than older, fixed-pump hydraulic systems. This simple feature can lower your factory’s energy bill substantially.
Bir EBM makinesi için tipik teslimat süresi nedir?
Bu üreticiye bağlı olarak çok değişir. Bazı Avrupa makinelerinin teslim süreleri 10 ayın üzerinde olabilir ve bu da tüm bir projeyi geciktirebilir. Leka Makine olarak verimli üretim programımızla gurur duyuyoruz; genellikle bizim teslim edebiliriz 60-90 gün içinde makineler. Birçok uluslararası alıcı içinBu hızlı teslimat büyük bir avantajdır.
Yeni bir ekibimiz var. Eğitim veriyor musunuz?
Absolutely. For new investors, finding skilled technical staff can be a major challenge. That’s why many of our customers, especially those setting up new plants, seek out a complete turnkey package. Bu makine, kalıplar ve operatörleri için doğrudan kendi yerlerinde kapsamlı, uygulamalı eğitim içerir. kendi Tesis. Ekibinizin kendinden emin ve üretime hazır olmasını sağlıyoruz.
Sonuç
Ekstrüzyon şişirme is a solid, proven method for manufacturing a huge variety of plastic bottles and containers. The key is understanding what you want to produce—the size, shape, and material—and then matching those needs to the right machine and technology. Whether you need flexibility for different jobs, high speed for mass production, or pure power for large industrial parts, there’s a machine built for the task.
Aklınızda belirli bir şişe veya kap mı var?
Bugün kişiselleştirilmiş bir fiyat teklifi isteyin. Bize sağlayın Proje detaylarınızla birlikte, ekibimiz ideal makineyi yapılandıracaktır çözüm ve 48 saat içinde ayrıntılı bir fiyat teklifi sunar.
Dış bağlantılar:
- Ekstrüzyon Şişirme
https://www.plasticsindustry.org/business-directory/extrusion-blow-molding - Nedir Şişirme Kalıplama? Süreçler, Malzemeler ve Uygulamalar Rehberi
https://www.xometry.com/resources/injection-molding/what-is-blow-molding/ - Ekstrüzyon Şişirme Kalıplamaya Giriş
https://www.milacron.com/an-introduction-to-extrusion-blow-molding/ - Tasarım Kılavuzu: Ekstrüzyon Şişirme Kalıplama
https://www.protolabs.com/resources/design-tips/extrusion-blow-molding-design-guide/ - Uygulamanız İçin Doğru Plastiği Nasıl Seçersiniz?
https://www.plasticstoday.com/polymers/how-choose-right-plastic-your-application - Şişirme Kalıplama için Nihai Kılavuz
https://www.rodongroup.com/blog/the-ultimate-guide-to-blow-molding - Plastik Parça İmalatında Kalite Kontrol
https://www.starrapid.com/blog/quality-control-in-plastic-part-manufacturing/ - Ekstrüzyon Şişirme Kalıplamada Parison Programlamanın Önemi
https://www.fgh.com/en/news-knowledge/technical-articles/the-importance-of-parison-programming-in-extrusion-blow-molding - Şişirme Reçineleri ve Malzemeleri
https://www.generalinjection.com/resources/blow-molding-resins-materials/ - En Yaygın 9 Şişirme Kalıplama Hatasının Giderilmesi
https://www.plasticstoday.com/troubleshooting-9-most-common-blow-molding-defects


0 Yorum