





How do I evaluate an ALL electric blow molding machine’s adaptability to different resin brands?

At our factory, we know the frustration of a production line stopping because a new resin batch won’t process correctly. Inconsistent materials kill efficiency and drain profits rapidly.
To evaluate material adaptability, prioritize machines with bimetallic barrier screws designed for shear sensitivity and grooved feed throats. You must conduct "worst-case scenario" trials using your most inconsistent PCR or regrind materials, rather than virgin resin, to verify the servo system’s torque load monitoring and melt pressure stability.
Here is how we analyze machine capabilities to ensure they handle raw material fluctuations without downtime.
Does the screw design and torque control truly handle high percentages of PCR and viscosity fluctuations?
When our engineers calibrate machines for clients using recycled content, we frequently see standard screws fail. Inconsistent melt flow 1 often leads to immediate parison instability and high scrap rates.
An adaptable electric machine must feature a barrier screw with a mixing section to homogenize varying melt indices. Crucially, look for "melt pressure" control modes where the servo automatically adjusts RPM to maintain output consistency, alongside tungsten-carbide lined barrels to resist the abrasion typical of PCR contaminants.

To truly understand if a machine can handle the gritty reality of Post-Consumer Recycled 2 (PCR) materials or switching between resin brands, you must look beyond the basic motor rating. The hardware geometry determines success.
Verify Screw Geometry for Shear Sensitivity
Standard screws are often "general purpose," which means they are average at everything but excellent at nothing. When you switch brands, the Melt Index (MI) often varies.
- Barrier Screw Design: You need a screw that separates the solid bed from the melt pool. This ensures that un-melted pellets (gels) do not pass through to the mold.
- Mixing Section: Look for a Maddock or spiral mixing section 3 at the tip. This acts like a blender, homogenizing the material so that color streaks or viscosity differences from different batches are smoothed out before extrusion.
The Necessity of Bimetallic Coatings
If you plan to run PCR, you are introducing contaminants like paper, metal dust, or glass into the system. Standard nitrided steel will strip away in months.
- Tungsten Carbide: We recommend barrels lined with tungsten carbide 4 or high-grade bimetallic alloys.
- Pressure Stability: As a barrel wears, the gap between the screw and the wall increases. This causes "backflow," meaning you lose pressure. If you lose pressure stability, you cannot control the parison weight, and your adaptability to new materials drops to zero.
Feed Throat Architecture
One often overlooked feature is the feed throat—the entry point for the plastic.
- Smooth vs. Grooved: A smooth throat relies on friction. If you use "fluff" or light regrind, it slips, and the screw spins without grabbing material (bridging).
- Grooved Feed Throat: This design has physical channels that mechanically lock the plastic pellets, forcing them forward regardless of their bulk density 5. This is non-negotiable for running lightweight recycled material.
Comparison of Feed Throat Designs
| Özellik | Smooth Feed Throat | Grooved Feed Throat | Adaptability Impact |
|---|---|---|---|
| Material Grip | Relies on friction | Mechanical interlocking | Grooved is superior for light regrind/fluff. |
| Cooling Needs | Orta düzeyde | High (Essential) | Grooved requires dedicated cooling to prevent premature melting. |
| Pressure Generation | Değişken | High and Stable | Grooved provides consistent output across different resin brands. |
| Wear Rate | Düşük | Moderate to High | Grooved throats handle abrasive PCR better if treated correctly. |
Can we effectively validate material compatibility through specific trial protocols and software analysis?
We advise clients never to trust a datasheet alone. In our workshop, real-world testing frequently reveals hidden processing issues that theoretical specifications fail to predict.
Effective validation requires running "worst-case" material trials using 100% regrind or inconsistent PCR blends. Demand software that captures an "Amperage Signature" of a perfect batch, allowing you to overlay real-time motor load data to instantly detect viscosity shifts or screw slippage before they cause defects.

Software is your eyes and ears inside the machine. All-electric machines generate massive amounts of data, but adaptability comes from how that data is used to control the process.
Mandate "Worst-Case Scenario" Trials
Do not let a supplier demonstrate the machine using their clean, virgin material. That proves nothing.
- Ship Your Problem Material: Send your most difficult material—the one that usually causes alarms or clogs.
- 100% Regrind Test: Run the machine on 100% regrind 6. If the parison swings wildly or the motor stalls, the machine lacks the torque overhead or the control logic to handle real-world manufacturing.
The "Amperage Signature"
Advanced electric extruders allow you to "fingerprint" a process.
- Golden Batch: You run a perfect batch of material and record the electrical current (amperage) draw across the entire cycle.
- Overlay: When you switch to a new resin supplier, the machine overlays the current live amperage against that Golden Batch.
- Instant Detection: If the new material is harder to push (higher viscosity 7), the curve spikes. You know immediately that you need to adjust temperatures or reject the batch.
Evaluate Servo "Load Monitoring"
This is a safety net for your investment.
- Warning Bands: Good software allows you to set high and low limits on torque load.
- Prevention: If a batch of resin is too cold or too viscous, the load will hit the "High" band. The machine should alert the operator or pause önce it snaps the screw. This is critical when buying cheaper resins that might have inconsistent melt points.
Motor Torque at Low Speeds (Corner Speed)
Not all motors are equal. Some are designed to run fast (like a race car) but have no power at low speeds.
- Engineering Plastics: Materials like Polycarbonate 8 or heavy HDPE often require high torque at low RPMs.
- Test: Ask for the motor’s torque-speed curve. Ensure it provides peak torque even at 5 or 10 RPM. If the torque drops off at low speeds, you will be unable to process stiff materials slowly, limiting your flexibility.
Material Trial Evaluation Checklist
| Trial Step | What to Watch For | Passing Criteria |
|---|---|---|
| Startup Phase | Motor load spikes | Servo load remains under 80% during cold start procedures. |
| Speed Change | Surging in output | Flow stabilizes within 3 seconds of RPM adjustment. |
| 100% Regrind | Parison swinging | Parison weight varies by less than 1% compared to virgin material. |
| Machine Halt | Material drool | No excessive drooling from the die head when the machine stops. |
How does thermal management and back pressure affect parison consistency across different brands?
Our production team frequently deals with heat-sensitive bioplastics 9 and PVC. Without precise thermal regulation, shear heat spikes uncontrollably, degrading the material and wasting expensive resin.
Superior adaptability relies on independent servo-driven back pressure control to manage "die swell" variations between brands. Ensure the controller features logic that links screw speed limits to melt temperature sensors, preventing the massive torque of electric servos from over-shearing and degrading sensitive polymers like PVC or bioplastics.
Temperature control is not just about heaters; it is about managing friction. In an all-electric machine, the motor is so powerful it can physically overheat the plastic just by spinning (shear heat), regardless of your heater settings.
Melt Temperature vs. Friction Control
Different material brands have different "shear sensitivities."
- Risk: If you switch to a sensitive material (like a bio-plastic) and the machine applies too much torque, the friction raises the plastic temperature internally. The external heaters might say 180°C, but the core is 220°C, burning the plastic.
- Çözüm: Look for logic that limits screw speed based on melt temperature. If the sensor detects the melt getting too hot, the machine automatically slows the screw down to reduce friction.
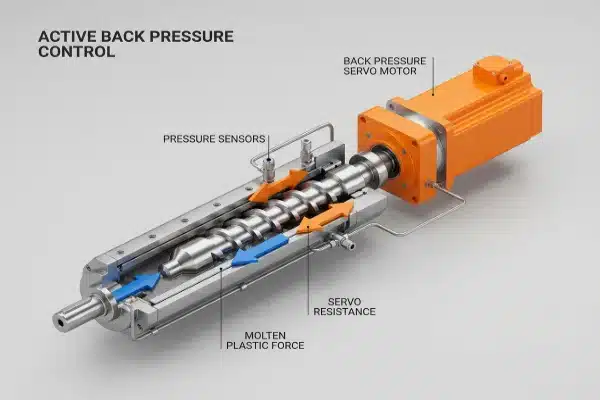
Precision Back Pressure for Parison Swell
"Die Swell" is the expansion of plastic as it leaves the nozzle. Brand A might swell 10%, while Brand B swells 15%. This changes your bottle weight and wall thickness.
- Passive vs. Active: Old machines used a manual valve for back pressure. Adaptable electric machines use a dedicated servo.
- Profile Storage: You can save a specific back-pressure profile for "Brand A" and a different one for "Brand B." When you change materials, you load the file, and the servo applies the exact resistance needed to normalize the swelling. This eliminates hours of manual trial-and-error.
Confirm "Melt Pressure" Control Mode
This is a high-end feature that differentiates top-tier machines.
- RPM Mode (Standard): You set the screw to 50 RPM. If the material gets thicker, the pressure spikes, and output drops.
- Pressure Mode (Advanced): You set a target pressure (e.g., 100 Bar). The machine automatically speeds up or slows down the screw to maintain exactly 100 Bar.
- Benefit: This automatically compensates for batch-to-batch inconsistencies. If a new bag of resin is slightly different, the machine adjusts itself to keep the parison stable.
Common Defects and Adaptability Solutions
| Kusur Belirtisi | Cause (Material Variation) | Machine Feature Solution |
|---|---|---|
| Black Specks / Burns | Shear heat degradation | Screw speed limiting linked to melt temperature sensors. |
| Weight Fluctuation | Unstable bulk density | Melt Pressure Control Mode (Auto-RPM adjustment). |
| Uneven Wall Thickness | Değişken Die Swell 10 | Servo-driven active back pressure control. |
| Unmelted Gels | Poor mixing of new resin | Barrier screw with specific mixing head geometry. |

Sonuç
To ensure profitability, prioritize machines offering deep software insight and robust hardware like barrier screws. This flexibility turns raw material volatility into a manageable, consistent production process.
Dipnotlar
1. Explanation of Melt Flow Index (MFI) and its impact on processing. ↩︎
2. Definition and sustainability benefits of Post-Consumer Recycled plastic. ↩︎
3. How Maddock mixing sections improve melt homogeneity. ↩︎
4. Benefits of tungsten carbide for wear resistance in extrusion. ↩︎
5. Importance of bulk density in material feeding and storage. ↩︎
6. Understanding plastic regrind and its effect on production. ↩︎
7. Role of viscosity in polymer melting and extrusion control. ↩︎
8. Technical properties and processing guide for Polycarbonate. ↩︎
9. Overview of bioplastics types, properties, and applications. ↩︎
10. Physics of die swell and its effect on extrusion dimensions. ↩︎


0 Yorum