

How to Manufacture Detergent Bottles: Materials, Bottle Design, and Production Process
Detergent bottles are a common type of household packaging, but their production involves more than simply shaping plastic into a container. A good detergent bottle must be durable, leak-resistant, easy to grip, compatible with caps and labels, and stable enough for filling, packing, transport, and daily use.
For that reason, detergent bottle manufacturing is not only about the bottle shape. It also depends on material selection, blow molding process control, handle design, wall thickness distribution, and downstream packaging requirements.
Most detergent bottles are made from HDPE and produced through extrusion blow molding. This combination works well because HDPE offers toughness and chemical resistance, while extrusion blow molding supports practical bottle structures such as handles, curved shapes, and larger hollow bodies.
This guide explains how detergent bottles are manufactured, which materials are commonly used, what design factors matter most, and how the production process moves from resin to finished bottle output.

Why Detergent Bottles Are Usually Made from HDPE
HDPE, or high-density polyethylene, is one of the most widely used materials for detergent bottle production. It is preferred because it offers a strong balance of rigidity, impact resistance, chemical durability, and process flexibility.
Detergent packaging often needs to perform well in real-world conditions. Bottles may be squeezed, dropped, stacked, transported over long distances, or stored for extended periods. HDPE is well suited to that kind of packaging environment.
Manufacturers often choose HDPE for detergent bottles because it provides:
- Good chemical resistance for household cleaners and liquid detergents
- Strong impact resistance during handling and transport
- Suitable stiffness for upright bottle storage
- Compatibility with handle bottle designs
- Practical performance in extrusion blow molding production
In some cases, other materials may appear in packaging components such as closures or caps, but the main bottle body for many detergent products is still based on HDPE.
What Machine Is Used to Make Detergent Bottles?
In most standard projects, detergent bottles are made with an машины для экструзионно-выдувного формования. This process is especially suitable for HDPE containers because it allows the bottle to be formed directly from molten plastic rather than from a preform.
Extrusion blow molding is widely used for:
- Liquid detergent bottles
- Household cleaner bottles
- Bleach bottles
- Fabric softener bottles
- Chemical containers
- Handle bottles and larger utility containers
One reason this process is so common in detergent packaging is that it supports bottle shapes that are harder to achieve with some other bottle-making methods. That includes bottles with integrated handles, wider shoulders, and practical grip geometry.

Explore extrusion blow molding machines
Step-by-Step Detergent Bottle Manufacturing Process
The detergent bottle production process can vary depending on bottle size, output target, and mold design, but the main production stages are usually similar.
1. Raw material feeding
The process begins with HDPE resin, typically in pellet form. The material is loaded into the hopper and fed into the extruder. At this stage, color masterbatch or other additives may also be introduced, depending on the bottle appearance and performance requirements.
Material consistency matters from the start. If resin quality varies too much, bottle performance and process stability can both suffer later.
2. Melting and plasticizing
Inside the extruder, the screw conveys, mixes, and heats the HDPE resin until it becomes a uniform molten material. Stable temperature control is important here because poor melting can lead to uneven material flow and unstable bottle formation.
3. Parison formation
The molten plastic is pushed through the die head and forms a hollow tube called a parison. This stage is critical because the parison determines how material is distributed before the bottle is shaped inside the mold.
If parison control is poor, the final bottle may show weak corners, uneven wall thickness, or unnecessary excess material.
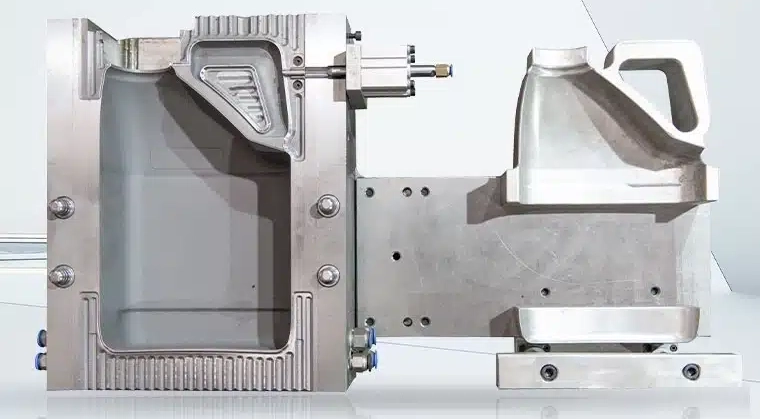
4. Mold closing and blowing
The mold closes around the hot parison, and compressed air is introduced. The plastic expands against the mold cavity and forms the final detergent bottle shape. This is the stage where the body profile, shoulder area, neck structure, and handle design take form.
Good blowing performance depends on stable material delivery, correct mold design, and proper process settings.
5. Cooling
After the bottle is formed, it must cool inside the mold. Cooling is essential because it helps the bottle hold its shape and maintain dimensional stability after demolding. If cooling is too weak or unbalanced, the bottle may deform or show quality inconsistency.
6. Trimming and deflashing
Because extrusion blow molding pinches material at mold closure points, extra plastic is created and must be removed. This trimming step is often called deflashing. It is important for bottle appearance, edge quality, cap fit, and downstream handling.
7. Inspection and leak testing
Once bottles are formed and trimmed, they are usually inspected for visual defects, dimensional stability, and sealing performance. For detergent and chemical packaging, leak testing can be especially important because packaging failure can create storage, transport, and safety problems.
8. Bottle output and downstream packaging
After inspection, the finished bottles move to downstream stages such as conveying, filling, capping, labeling, and packing. At this point, the bottle manufacturing stage is complete, but its quality still affects every later step in the packaging line.
Key Bottle Design Considerations for Detergent Packaging
Detergent bottle manufacturing is closely linked to bottle design. A bottle may look simple from the outside, but several design factors directly affect whether it can be produced efficiently and perform reliably in use.
Handle design
Many detergent bottles use integrated handles for easier pouring and carrying. This is one reason extrusion blow molding is so widely used. Handle design must balance ergonomics, bottle strength, and manufacturability.
Wall thickness distribution
Wall thickness must be controlled carefully. If some areas are too thin, the bottle may deform, leak, or fail during use. If walls are too thick, more resin is consumed than necessary. Good parison control is one of the main factors behind efficient bottle production.
Base stability
Detergent bottles often need to stand securely on filling lines, warehouse shelves, and retail displays. Poor base design can create instability during conveying and filling.
Neck and cap compatibility
The bottle neck must match the closure system accurately. If neck finish quality is poor, capping problems and leakage risks become much more likely.
Label panel and appearance
Even in industrial production, label application matters. Bottles should provide enough stable surface area for labeling and brand presentation without making the blow molding process unnecessarily difficult.
Common Quality Problems in Detergent Bottle Production
Several production problems appear repeatedly in detergent bottle manufacturing when the process is not well controlled.
Common issues include:
- Uneven wall thickness
- Handle weakness or poor handle definition
- Flash trimming problems
- Leakage around the neck or pinch-off areas
- Bottle deformation after cooling
- Inconsistent bottle weight
Most of these problems are connected to process control rather than only bottle design. Material stability, parison programming, mold cooling, machine consistency, and trimming quality all play a role.
Why process stability matters
A bottle that looks acceptable during a short run may still become unstable during long production. That is why stable extrusion, repeatable blowing conditions, and balanced cooling are essential in detergent bottle lines.
How Detergent Bottle Production Connects to the Filling Line
In real factories, bottle production does not happen in isolation. Detergent bottles must also work smoothly in the next part of the line, including filling, capping, labeling, and packing. That means bottle design and bottle quality should always be considered together with downstream equipment requirements.
For example, poor bottle stability can create filling line problems, and inconsistent neck finish can reduce capping reliability. That is why blow molding decisions should not be separated from the full packaging process.

Detergent Bottle Manufacturing vs Other Bottle Types
Detergent bottles share many production principles with other HDPE bottles, but they also have some specific requirements. Compared with simple round bottles, detergent containers often involve more demanding handle design, grip shape, pouring control, and shelf appearance.
That is one reason detergent bottle manufacturing often requires closer coordination between bottle design, mold engineering, and blow molding process settings.
Проще говоря:
- Standard HDPE bottle production may focus mainly on containment and output
- Detergent bottle production usually also emphasizes usability, handle performance, and downstream filling compatibility
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
What material is commonly used for detergent bottles?
Most detergent bottles are commonly made from HDPE because it offers good chemical resistance, practical toughness, and strong suitability for extrusion blow molding.
What machine is used to make detergent bottles?
In most standard projects, detergent bottles are made with extrusion blow molding machines.
Why are many detergent bottles made with handles?
Detergent bottles are often heavier than small consumer bottles and need to be easy to carry and pour. Integrated handle designs improve usability and are well suited to extrusion blow molding.
What quality problems are common in detergent bottle production?
Common issues include uneven wall thickness, flash trimming problems, leakage, bottle deformation, and handle weakness.
Is detergent bottle manufacturing the same as PET bottle manufacturing?
No. Detergent bottles are usually made from HDPE through extrusion blow molding, while PET bottles are usually made by stretch blow molding using preforms.
Заключение
Detergent bottle manufacturing begins with the right material and depends on a stable blow molding process from start to finish. HDPE remains the most common bottle material for this application because it combines durability, chemical resistance, and good performance in extrusion blow molding.
From resin feeding and parison formation to blowing, cooling, trimming, inspection, and downstream handling, each step affects whether the final bottle will perform reliably on the line and in actual use.
The most practical way to understand detergent bottle production is to see it as a complete packaging process rather than a simple bottle-forming step. When material choice, bottle design, and process control are aligned, the result is a bottle that works well both in manufacturing and in the market.