





At our facility in Shantou, we often see clients invest heavily in high-speed all-electric machines, only to be slowed down by inefficient molds Beryllium-Free Copper alloys 1. High-precision servos move fast, but if the plastic cannot cool down, the machine must wait. This thermal bottleneck destroys your ROI.
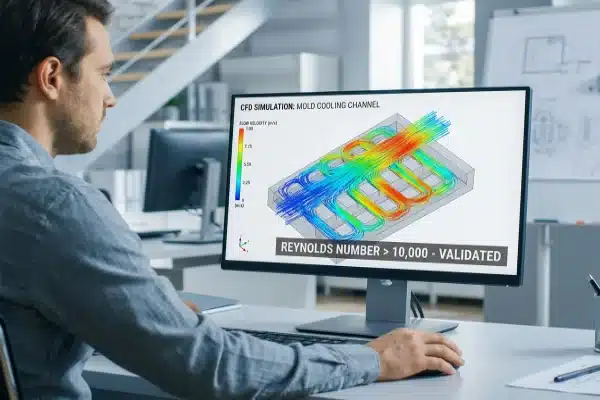
To confirm design standards, you must mandate turbulent flow (Reynolds Number > 10,000) and 3D CFD simulations before any steel is cut. Verify that pressure drops ($\Delta P$) remain between 0.75 and 1.5 bar to ensure your chiller system maintains rapid heat extraction without hydraulic overloading.
We will guide you through the specific technical validations required to ensure your mold keeps up with your machine infrared thermography 2.
How Does Hydrodynamic Design Directly Impact Cycle Time?
Our engineers have found that 70% to 80% of a production cycle is purely cooling time. When we calibrate our machines, we know that mechanical speed is useless if the mold acts as a thermal insulator.
Cooling channel design dictates cycle time by managing the heat extraction rate. You must specify a fluid velocity of 0.5–1.0 m/s and a temperature differential ($\Delta T$) under 5°C. Without these specific flow rate and pressure requirements, the machine idles while the part cools, wasting electricity.

To truly understand the impact of cooling on your cycle time, we must look at the physics of water flow inside the mold. Many suppliers drill simple "straight-line" channels and hope for the best. However, this often results in laminar flow—a smooth, steady stream of water. Laminar flow creates a stagnant "boundary layer" against the metal walls, which insulates the hot steel from the cool water.
The Necessity of Turbulent Flow
To break this insulation, we need turbulence. You must confirm that the supplier designs for a Reynolds Number 3 ($Re$) above 10,000. This turbulence violently "scrubs" the heat away from the mold walls.
Below is the standard we use to validate cooling efficiency:
| Hydrodynamic Parameter | Minimum Requirement | Optimal Target Range | Critical Consequence of Failure |
|---|---|---|---|
| Reynolds Number ($Re$) | > 4,000 | 10,000 – 15,000 | Formation of insulating layer; severe cooling loss. |
| Fluid Velocity | 0.5 m/s | 0.8 – 1.0 m/s | Inadequate heat scrubbing; hot spots on cavity wall. |
| Pressure Drop ($\Delta P$) | 0.75 bar | 1.0 – 1.5 bar | Pump failure or inability to push water through channels. |
| Temp Differential ($\Delta T$) | < 5.0 °C | 1.0 – 2.0 °C | Uneven cooling causes the bottle to warp or shrink. |
Simulation Before Fabrication
Never approve a mold drawing based on 2D prints alone. We require our partners to use 3D Computational Fluid Dynamics (CFD) 4. Old methods using 1D beam elements are inaccurate; they often underestimate the required pressure by up to 50%. This leads to a nightmare scenario where your factory chiller is too weak to push water through the new mold.
A proper 3D Boundary Layer Meshing (BLM) simulation will map the flow fields. It proves there are no "dead zones" where water sits still and boils. If the simulation shows a red "hot spot," we change the design on the computer, not on the finished steel. This prevents the common issue of differential shrinkage, where uneven cooling creates internal stress that twists the final bottle.
What Hardware and Material Specifications Ensure Compatibility?
We have seen excellent molds fail because they could not physically integrate with the customer's existing plant infrastructure. Connecting a high-performance mold to an undersized water supply is like putting a garden hose on a fire hydrant.
Compatibility relies on matching internal diameters to flow requirements to prevent turbulence loss. Use 3/4" headers and 3/8" mold circuits to minimize restriction. Furthermore, specifying high-conductivity Beryllium-free alloys ensures rapid heat transfer without health risks, fully utilizing your existing chiller system’s capacity.

The physical connection between your facility's chiller and the machine is often the weak link. If the piping is too narrow, the pressure drops drastically before the water even reaches the mold. This kills the turbulent flow 5 we worked so hard to design.
Correct Piping Dimensioning
To maintain the required 1.0–1.5 bar pressure differential inside the mold, the supply lines must be large enough to carry the bulk volume.
| Circuit Location | Recommended Internal Diameter | Hydraulic Function |
|---|---|---|
| Main Supply Header | 3/4" to 1" | Delivers bulk flow from the central plant to the machine. |
| Machine Manifold | 1/2" to 3/4" | Distributes flow across the machine's cooling zones. |
| Mold Cooling Circuits | 3/8" to 1/2" | Interfaces with the tool for high-velocity scrubbing. |
| Quick Disconnects | Full-Bore / Non-Restrictive | Must match hose ID to prevent cavitation. |
Material Selection: The Safety Shift
Historically, Beryllium Copper was the gold standard for cooling because it transfers heat very fast. However, we are moving away from it due to strict safety regulations in Europe and North America regarding berylliosis (a lung disease).
We now recommend Beryllium-Free Copper alloys (like UNS C18000 or MoldStar 90). These materials offer the same thermal conductivity needed for critical areas like pinch-offs and neck rings but are safe for your maintenance team to machine or repair. Standard tool steel is too slow at releasing heat; using these special alloys in the "heavy" parts of the bottle (neck and bottom) can reduce your cycle time significantly.
Internal Cooling Innovations
Don't forget the inside of the bottle. While water cools the outside, the inside is often insulated by hot air. We suggest asking about sub-zero compressed air systems. By injecting air chilled to -35°C through the blow pin, you attack the heat from both sides. This "sandwich" cooling effect is a game-changer for thick-walled containers.
How Can You Validate Performance Before Final Payment?
In our experience exporting to the US and Europe, we know that a paper promise isn't enough. You need empirical data to prove the mold works before it leaves the factory floor.
Simulation is theoretical, but thermal cameras provide proof. Require a Site Acceptance Test (SAT) using infrared thermography to detect hot spots. Simultaneously, use inline flow meters to confirm that real-world pressure drops match the initial digital twin predictions before signing off.

The final stage of procurement is verification. A "Digital Twin" is a concept where the real-world performance matches the digital simulation perfectly. To achieve this, we must monitor the water quality and the thermal signature.
The Threat of Fouling
Even a perfect design will fail if the water is dirty. A mineral scale deposit of just 0.3mm acts like an insulator, reducing cooling efficiency by over 20%. This is disastrous for modern "conformal" cooling channels, which curve and twist inside the metal. If these narrow channels get blocked by rust or scale, you cannot drill them out.
| Fouling Type | Origin Mechanism | Impact on Performance | Mitigation |
|---|---|---|---|
| Mineral Scaling | Calcium precipitating at hot spots. | 21% efficiency loss per 0.3mm scale. | Automated chemical dosing & pH control. |
| Particulate Blockage | Rust or metal shavings. | Complete blockage of flow. | Stainless steel filtration (< 50 microns). |
| Biological Fouling | Algae/Bacteria in warm zones. | Organic insulation & corrosion. | Continuous biocide dosing. |
Intelligent Monitoring
We recommend integrating Industrial IoT (IIoT) sensors into high-value molds. By embedding thermocouples and flow sensors, the mold can "talk" to the machine. If the flow rate drops slowly over a month, the system warns you that scaling is building up до you start producing bad parts.
Furthermore, during the Factory Acceptance Test (FAT), do not just look at the bottle. Look at the mold. Use an infrared (IR) camera immediately after the mold opens. The thermal image should look uniform. If you see bright white or red spots, it means the cooling channels in that area are blocked, too far away from the surface, or poorly designed. Do not accept the mold until these hot spots are resolved.
Заключение
To guarantee ROI, validate turbulent flow ($Re > 10,000$), ensure correct piping sizing, and mandate infrared testing to confirm the digital simulation matches reality.
Сноски
1. Details the properties and safety advantages of Beryllium-Free Copper alloys. ↩︎
2. Explains the technology and industrial applications of infrared thermography for defect detection. ↩︎
3. Replaced with an authoritative Wikipedia entry on Reynolds Number. ↩︎
4. Replaced with an authoritative Wikipedia entry on Computational Fluid Dynamics. ↩︎
5. Replaced with an authoritative encyclopedia definition of turbulent flow. ↩︎


0 Комментариев