






Введение
If you’ve ever used a shampoo bottle, a laundry detergent jug, or a sturdy chemical container, there’s a good chance it was made using extrusion blow molding. It’s a super common and effective way to make hollow plastic parts. My name is Slany Cheuang, and I’m a technical sales manager at Leka Machine. I work with this technology every day.
I’m here to give you a straightforward путеводитель to how it all works. We’ll skip the confusing jargon and get right to what you need to know about making plastic bottles with this method.
What is Extrusion Blow Molding (EBM)?
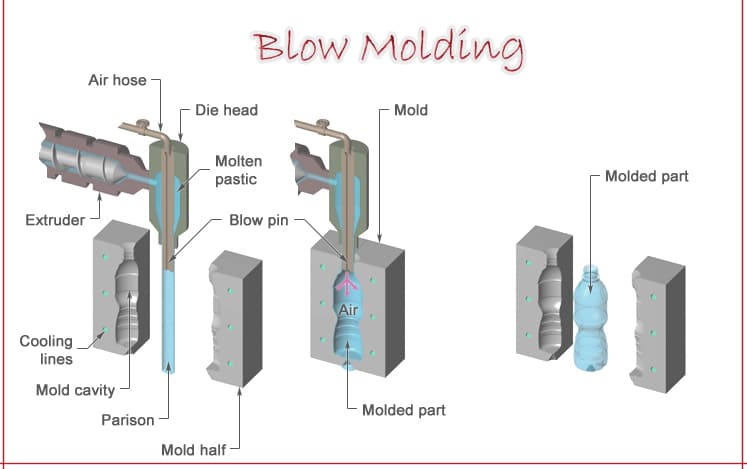
Think of it like a combination of two things: squeezing out a tube of toothpaste and blowing up a balloon. In a nutshell, the plastic bottle manufacturing solution works like this:

- First, the machine melts small plastic pellets into a hot, thick liquid, a process called plasticizing.
- This melted plastic is pushed out through a circular die, forming a hollow tube called a “parison.”
- A two-part mold closes around the parison, pinching it shut at the bottom.
- Air is then blown into the parison, inflating it like a balloon and pushing the plastic against the cold walls of the mold, creating the final bottle shape.
- After a quick cool-down, the mold opens, and your finished bottle is ejected.
The EBM Manufacturing Process: From Resin Pellet to Finished Bottle
Alright, now that you know the key players, let’s walk through the manufacturing cycle step-by-step. Seeing how the parts work together makes the whole process click.
Выдувное формование
Step 1: Feeding and Plasticizing the Resin
. It all starts with the raw material. We pour plastic pellets, which look like little beads, from a big container called a hopper into the extruder. Это is where they get melted down into a thick, uniform liquid, almost like honey.

Загрузка пластиковой гранулы в загрузочный бунктер на машине для экструзионно-выдувного формования
Step 2: Extruding the Parison and Capturing it in the Mold
. Next, we push that melted plastic through the die head. Это is what forms the hot, hollow tube of plastic—the parison. It hangs down from the die head, kind of like a pasta noodle being made. Once the parison reaches the perfect length, the two halves of the mold quickly close around it, capturing it inside.

Create and Control the Parison of Extrusion blow moulding machine
Step 3: Blowing and Cooling
. With the parison sealed inside the mold, a blow pin is inserted into the top. This pin shoots a jet of compressed air into the parison, inflating it like a balloon. The hot plastic pushes out and presses against the inside walls of the mold, taking its final shape. The mold itself is cooled with water, so the moment the hot plastic touches it, it starts to cool down and harden almost instantly. Это is the part of the process that really determines how fast you can make your products.
Step 4: Deflashing and Final Packaging
. Finally, the mold opens, and the newly formed bottle is pushed out. From there, it moves down the line to have the extra bits of plastic—the flash—trimmed off. Many high-quality production lines also include automatic leak testing to make sure every single bottle is perfect. After that, they are packed, palletized, and ready for shipment.



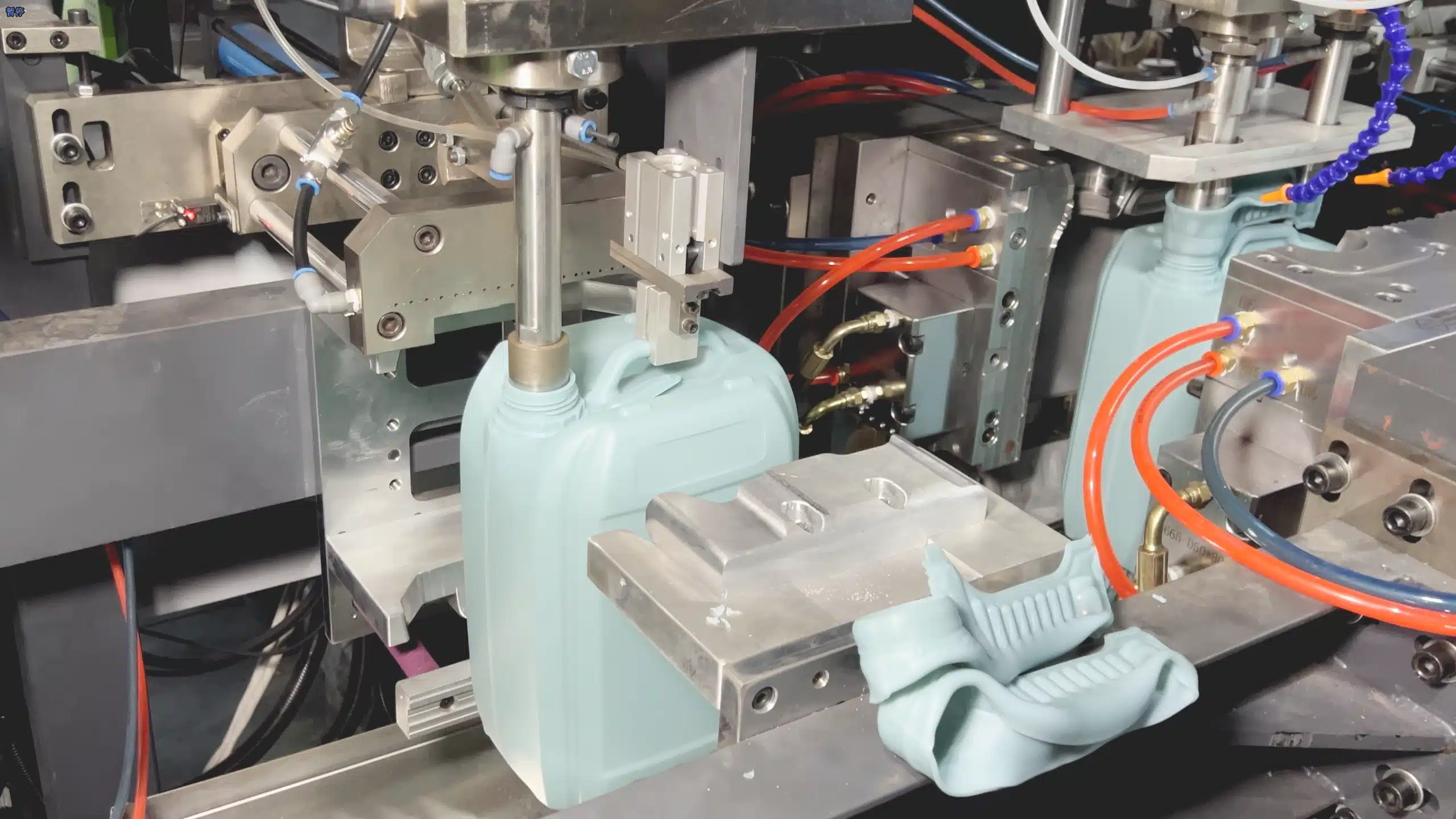
Actionable Engagement Tip: Reading about it is one thing, but seeing it is another. The best way to understand the speed and precision of this process is to watch it. Visit our website to see videos of our Leka Machine models in action!
Anatomy of an Extrusion Blow Molding Machine
To really get what’s happening, it helps to know the main parts of the machine you’ll be working with. Think of it like knowing what’s under the hood of a car. Each part has a specific job to do to get to the final product.
The Extruder: The Heart of the Machine
Это is where it all starts. The extruder is basically a large, heated barrel with a big rotating screw inside. We feed the raw plastic pellets in, and the screw pushes them forward. The heat and pressure from this process melt the pellets into a consistent, molten plastic. The design of that screw is really important for getting the plastic melted just right.

The Die Head: Your Key to Parison Control
Once the plastic is melted, it flows from the extruder into the die head. Это is the part that shapes the molten plastic into that hollow tube I mentioned earlier, the “parison.” The key player here is the parison programmer. It’s a smart device that can change the thickness of the parison tube as it’s being pushed out. Why does that matter? Well, you can make the corners of a jerry can thicker for strength while using less plastic on the flat sides. It’s all about putting the plastic exactly where you need it.

The Clamping Unit: Holding It All Together
. The clamping unit is the muscle of the machine. It holds the two halves of the mold. Its job is to close the mold around the parison and then hold it shut with a huge amount of force while the air дует the plastic into shape. We measure this power in “clamping force.”

Finishing Touches: Cooling, Deflashing, and Getting It Out
. After the bottle is blown, it needs to cool down. The speed of this cooling step is a huge factor in how fast you can make your products. Once it’s cool, you have to deal with the extra plastic at the top and bottom, which we call “flash.” Это gets trimmed off, either by an automatic system or by hand. Finally, a take-out system, which is often a robotic arm, grabs the finished bottle and puts it on a conveyor belt, ready to be packed.





What Kinds of Bottles and Containers Can You Make?
One of the best things about экструзионно-выдувном формовании (ЭВФ) (EBM) is its flexibility. It’s the perfect choice for making containers that need a handle, like a jerry can, or have tricky, non-symmetrical shapes. It’s a real workhorse for both промышленная упаковка and everyday consumer goods. I’ve seen our machines used to make an incredible variety of products. Here’s a quick look at what you can produce.
- Consumer Goods: You can make bottles for lubricants, household cleaners, and agro-chemicals. Our Серия FORMA is a stable and reliable partner for these kinds of jobs, easily handling everything from small bottles to medium-sized jerry cans.
- Industrial Containers: This is where EBM really shows its power. We’re talking about heavy-duty chemical drums from 30 to 250 liters, large water tanks, and even the inner bottles for 1,000 L Intermediate Bulk Containers (IBCs).
- Автомобильные компоненты: The auto industry relies on EBM for many complex hollow parts. Это includes things like fuel tanks, air ducts, and washer fluid reservoirs.
- Food & Beverage: The process is great for packaging fresh milk, yogurt, and other juice and dairy drinks in ПЭВД бутылки.
- Pharmaceuticals: You can produce high-quality HDPE bottles for tablets, syrups, and vitamins.
- Large Leisure Goods: With the right machine, you can go even bigger. I’ve seen clients make large toys like ride-on cars, coolers, and even kayaks.
Choosing the Right Plastic Resin: HDPE vs. PP, PETG, and More
Picking the right machine is only half the battle. The plastic you choose is just as important. It affects everything from the bottle’s strength and looks to what you can safely put inside it. Our machines are designed to work with a variety of materials, including PE, PP, and PVC, so you have options. Let’s walk through some of the most common choices and their processing challenges.
Материал | Лучшее для | Heat Tolerance | Clarity | Sample |
ПНД | Jerry cans, milk jugs, industrial containers | Хорошая | Opaque |  Бутылки HDPE контейнер |
PP | Hot-fill products, medical jars, caps | Отличная | Хорошая |  PP container |
PETG | High-end cosmetic & beverage bottles | Удовлетворительно | Высокий |  PETG container |
ПВХ | Clear chemical or household product bottles | Хорошая | Высокий |  PVC bottles container |
HDPE: The Industry Standard for Durability and Recyclability
High-Density Polyethylene, or HDPE, is the go-to material in extrusion выдувное формование. It’s tough, has great impact resistance, and provides a good barrier against moisture. Это makes it a perfect match for things like milk jugs, detergent bottles, and industrial chemical containers. A huge plus is that it’s widely recycled, which is a big deal for sustainability.
- Processing Challenge: While HDPE is stable, the main challenge is controlling “parison swell.” Это means precisely managing how much the hot plastic tube expands as it hangs, which is key to getting consistent wall thickness, especially on complex parts.
PP: The Ideal Choice for Hot-Fill Applications
Polypropylene (PP) can handle the heat. Its higher heat tolerance compared to HDPE makes it the right choice for products that need to be filled while they’re still hot, like pancake syrup or some sauces. This heat resistance also means it can be sterilized, which is critical for certain medical products.
- Processing Challenge: PP’s melt strength is generally lower than HDPE’s. Это means the parison is more likely to sag, especially when making larger parts. It requires very precise control over temperature and extrusion speed to prevent a deformed product.
PETG & PVC: Balancing Clarity, Cost, and Performance
Sometimes, you need your product to really shine on the shelf. For those times when glass-like clarity is a must, you can turn to materials like PETG (Polyethylene Terephthalate Glycol) and PVC (Polyvinyl Chloride). They offer a fantastic, clear finish that showcases the product, which is why they are often used for packaging things like vitamins or tablets.
- Processing Challenge: Both materials are very sensitive to heat. They can degrade easily if the processing temperature is too high, leading to black specks or discoloration in the final product. PVC is particularly tricky because when it degrades, it can release corrosive gas that is harmful to the machine and the operator. Both require precise temperature control and proper drying before you use them.
Embracing Sustainability with PCR (Post-Consumer Resin)
Sustainability is more than just a buzzword; it’s a real business priority. Using Post-Consumer Resin (PCR) is a practical way to meet this goal. It involves blending recycled HDPE or PP with new material. Many automotive clients also need to process recycled resins to meet their corporate social responsibility goals.
- Processing Challenge: The biggest challenge comes from the inconsistency of the recycled material itself. Это can lead to variations in color and odor from batch to batch. Contaminants in the recycled plastic can also cause gels or black specks, creating weak spots in the bottle. Это requires machinery with better melt filtration and more sophisticated process controls to get a high-quality result.
Material Best For Heat Tolerance Clarity
ПНД Jerry cans, milk jugs, industrial containers , Good Opaque
PP Hot-fill products, medical jars, caps Excellent Good
PETG High-end cosmetic & beverage bottles Fair High
ПВХ Clear chemical or household product bottles Good High
Don’t Ship Defects: Essential Quality Control and Testing Protocols
Making a bottle is one thing; making a good bottle every single time is what sets successful businesses apart. Shipping a bad batch is a quick way to lose a customer. Consistent качество is non-negotiable. Here are the essential checks I always recommend to make sure every product that leaves your factory is perfect.
Verifying Consistency with Wall-Thickness Gauges
You can’t just assume the plastic went where it was supposed to. We use special ultrasonic gauges to measure the wall thickness of a finished bottle. This check is critical to ensure you don’t have any weak spots, especially in the corners or on the bottom, where stress is highest.
Mechanical Strength Testing: Drop, Top-Load, and Squeeze Tests
Bottles live a tough life. They get dropped, stacked, and squeezed. For producers of industrial packaging like chemical drums, passing a UN-certified drop test is not just important; it’s a requirement. Top-load tests simulate stacking by applying pressure from above to see how much weight a container can take before it collapses.
Visual Inspection: How to Spot Haze, Streaks, and Black Specks
. Your eyes are one of your best QC tools. Cosmetic defects often point to bigger problems. Haze, streaks, or black specks can be signs of contaminated raw material or an issue with the processing temperature. For those working with recycled materials, an inline vision inspection system can be a lifesaver.
Critical Leak Detection
. For many products, a microscopic hole you can’t even see can be a disaster. We use automated equipment that uses pressure or a vacuum to test each bottle. It’s a fast and reliable way to ensure the container is perfectly sealed.
Maximizing Your ROI: Tips for Energy and Material Efficiency
In manufacturing, being efficient isn’t just a nice goal—it’s how you make money. A smart operational choice can have a huge impact on your bottom line. If you want to reduce costs, these are the areas I tell my clients to focus on.
Экономия энергии
Energy is one of the biggest operational costs. I always recommend prioritizing machines that use servo-driven hydraulics. Older machines often run their hydraulic pumps at full power all the time, which wastes a ton of electricity. A modern servo system is much smarter; it only uses the exact amount of energy needed for a specific movement, which can dramatically cut your electricity consumption.
Экономия материалов
Plastic resin is your main raw material cost, so every gram you save counts. One common practice is using “regrind”—the trimmed-off flash that is ground up and mixed back in with new pellets. Pair this with a machine that has precise parison control. Это allows you to make bottle walls thinner in non-critical areas, directly reducing the amount of plastic in each product.
Compressed Air
Making compressed air is expensive. Look for machines with air recovery systems. These systems can capture and reuse some of the blow air, cutting your compressed-air demand by as much as 30%. It’s a simple feature that provides constant savings.
Parison Optimization
By using the parison programmer to fine-tune the wall thickness profile, you can often save 3–7% of the plastic used in every single bottle. When you’re producing millions of bottles a year, that 3-7% adds up to a massive amount of money saved.
How to Choose the Right Leka Machine for Your Needs
Picking the right machine really comes down to one simple question: What do you want to make? You don’t need the biggest machine if you’re only making small bottles. It’s about matching the equipment to the job. Here at Leka Machine, we group our machines into different series based on what they do best to make that choice easier.
- Серия ФОРМА: This is our versatile and flexible all-arounder. It’s a stable and reliable production partner if you need to produce a variety of different products, from small bottles to medium-sized jerry cans, all on a single machine.
- Серия АЭРО: If you need to make many bottles, and you need to make them fast, this is the one for you. The AERO series is engineered for high-volume, continuous production where maximizing your output is the number one priority.
- TITAN Series: This series is all about strength and scale. It’s engineered for large-capacity, high-strength industrial-grade containers. Think big chemical drums, floaters, or automotive parts.
При изучении технических характеристик любого оборудования уделяйте особое внимание пункту “Максимальная вместимость контейнера”. Этот параметр измеряется в литрах и позволяет сразу определить, подходит ли данное оборудование для производства вашего целевого продукта.
Ответы на ваши вопросы о ЭВД (Экструзионно-выдувном формовании): ЧаВо со Слани Чуангом
Мне часто задают одни и те же вопросы на начальном этапе. Здесь представлены ответы на наиболее распространенные из них.
Как снизить стоимость материалов?
Одной из основных статей расходов является стоимость самого полимерного сырья. В этом случае может помочь оборудование с возможностью многослойного формования. Оно позволяет использовать более дешевый переработанный материал (ПЦР) для внутренних слоев бутылки и первичный пластик для внешних слоев, которые видны потребителю. Это обеспечивает высокое качество готовой продукции при одновременном значительном снижении общих затрат на материалы..
Как бороться с ростом цен на энергоносители?
Это Это действительно актуальная проблема для многих производителей. Решение кроется в технологиях оборудования. Как я уже отмечал, следует выбирать машины с современными серводвигателями. Они значительно энергоэффективнее устаревших гидравлических систем с фиксированными насосами. Эта особенность может существенно снизить энергопотребление вашего предприятия.
Каков типичный срок поставки машины для ЭВД?
Это Он сильно варьируется в зависимости от производителя. Сроки поставки некоторых европейских машин могут превышать 10 месяцев, что способно задержать реализацию всего проекта. Компания «Leka Machine» гордится своей эффективной производственной программой; мы обычно осуществляем поставку нашего оборудования в течение 60–90 дней. Для многих международных покупателей, такая быстрая доставка является серьезным преимуществом.
У нас новая команда. Вы предоставляете обучение?
Безусловно. Для новых инвесторов поиск квалифицированного технического персонала может стать серьезной проблемой. Именно поэтому многие наши клиенты, особенно те, кто запускает новые производства, выбирают комплексные решения «под ключ». Это который включает оборудование, оснастку и комплексное практическое обучение операторов непосредственно на собственный их предприятии. Мы гарантируем, что ваша команда будет уверенно готова к началу производства.
Заключение
Экструзионно-выдувное формование — это надежный и проверенный метод производства широкого ассортимента пластиковых бутылок и контейнеров. Ключевой момент — четкое понимание того, что вы хотите производить (размер, форма, материал), и последующий подбор оборудования и технологий, соответствующих этим потребностям. Независимо от того, нужна ли вам гибкость для различных задач, высокая скорость для массового производства или мощность для крупных промышленных изделий, — для каждой задачи существует подходящее оборудование.
Есть конкретная бутылка или контейнер в виду?
Запросите индивидуальное коммерческое предложение сегодня. Предоставьте нам детали вашего проекта, и наша команда подберет оптимальную конфигурацию оборудования решение и предоставит детализированную смету в течение 48 часов.
Внешние ссылки:
- Экструзионно-выдувное формование
https://www.plasticsindustry.org/business-directory/extrusion-blow-molding - Что такое Выдувное формование? Руководство по процессам, материалам и применению
https://www.xometry.com/resources/injection-molding/what-is-blow-molding/ - Введение в экструзионно-выдувное формование
https://www.milacron.com/an-introduction-to-extrusion-blow-molding/ - Руководство по проектированию: Экструзионно-выдувное формование
https://www.protolabs.com/resources/design-tips/extrusion-blow-molding-design-guide/ - Как выбрать правильный пластик для вашего применения
https://www.plasticstoday.com/polymers/how-choose-right-plastic-your-application - Исчерпывающее руководство по выдувному формованию
https://www.rodongroup.com/blog/the-ultimate-guide-to-blow-molding - Контроль качества в производстве пластиковых изделий
https://www.starrapid.com/blog/quality-control-in-plastic-part-manufacturing/ - Важность программирования параison в экструзионно-выдувном формовании
https://www.fgh.com/en/news-knowledge/technical-articles/the-importance-of-parison-programming-in-extrusion-blow-molding - Смолы и материалы для выдувного формования
https://www.generalinjection.com/resources/blow-molding-resins-materials/ - Устранение 9 наиболее распространенных дефектов выдувного формования
https://www.plasticstoday.com/troubleshooting-9-most-common-blow-molding-defects


0 Комментариев