






Plastic Forming Explained: A Manufacturer’s Guide to Choosing the Right Method for Bottles and Containers
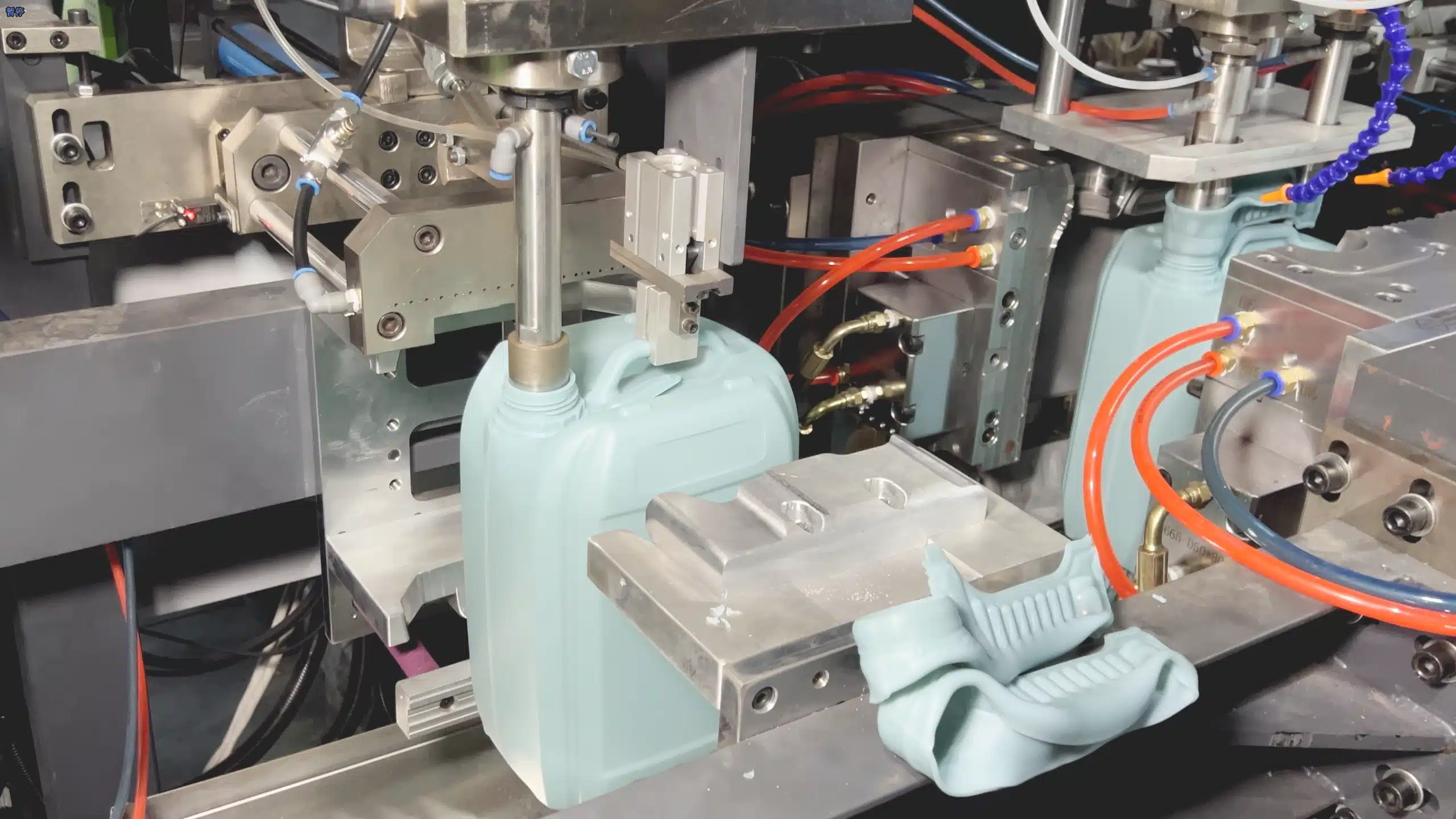
Moldagem e sopro da forma final da máquina de moldagem por sopro
If your work involves manufacturing plastic products, you’ve likely come across the term “plastic forming.” It’s a broad field, covering a dozen different ways to turn raw plastic resin into a finished product. For a procurement manager, plant operator, or engineer, choosing the right path from the outset is a critical business decision. Making the wrong choice isn’t just a minor setback; it can lead to significant capital waste, production bottlenecks, missed deadlines, and a final product that fails to meet quality standards.
O indústria de plásticos is filled with specialized technologies. A process perfect for creating car bumpers is entirely wrong for producing clear water bottles. One designed for disposable food trays is useless for making a 20-liter HDPE de 5L can. This is where many businesses run into trouble—they invest in a technology that is a “close fit” but not the right fit for their specific aplicativo, especially when it comes to hollow products.
This guide was created to be your definitive resource. We will start by exploring the most common plastic forming techniques, like moldagem por injeção and thermoforming, to give you a clear understanding of what they do and, more importantly, what they don’t do. From there, we will pivot to the specialized world of blow moulding.
This is not just another surface-level overview. We will go deep into the two primary types of blow moulding—Moldagem por Sopro por Extrusão Moulding (EBM) and Estiramento e Sopro Moulding (SBM). We’ll unpack the mechanics, compare the materials, analyze the applications, and provide the technical data you need to make an informed decision. The goal is to move you from general curiosity about “plastic forming” to a confident understanding of the exact technology your production line needs to succeed.
Understanding the Landscape: Common Plastic Forming Techniques
To understand why blow moulding is the specialist’s choice for hollow parts, it’s helpful to first understand the other major players in the plastic forming world. These methods are excellent within their own niches but have fundamental limitations that make them unsuitable for producing items like bottles, tanks, and containers.
Injection Molding: The Master of Solid, Complex Parts
Injeção molding is arguably the most prevalent plastic forming process, known for its incredible precision and suitability for high-volume manufacturing of solid components.
The Process:
The process involves melting plastic pellets and, using a high-pressure screw, injecting this molten material into a custom-made metal mold. The plastic fills every detail of the mold cavity, cools, solidifies, and is then ejected as a finished part. This cycle can be incredibly fast, sometimes taking only a few seconds.
Key Characteristics:
- Precision: Capable of producing highly intricate parts with very tight tolerances.
- Volume: The ideal method for mass production, with tooling built to last for millions of cycles.
- Material Versatility: Works with a vast range of thermoplastic and thermosetting polymers.
- Aplicações: Used for everything from automotive interior parts, electronic housings, and medical syringes to bottle caps and LEGO bricks.
The Limitation for Hollow Products:
The core principle of moldagem por injeção is to create a solid object by completely filling a mold cavity. It is physically incapable of creating a hollow, enclosed part with a single opening, such as a bottle or a tank, in one piece. While it is used to create the preforms para Estiramento e Sopro Moulding, it cannot produce the final hollow vessel itself.
Thermoforming: The Specialist for Thin-Walled Packaging
Thermoforming is a process that shapes plastic from a flat sheet. It’s an economical method for producing thin-walled, open-topped products.
The Process:
A sheet of extruded plastic is heated until it becomes pliable and soft (reaching its forming temperature). This soft sheet is then draped over a male or female mold. A vacuum, air pressure, or a combination of both is used to force the sheet against the mold’s surface. After it cools and hardens into the new shape, the excess material is trimmed away.
Key Characteristics:
- Cost-Effective Tooling: Molds for thermoforming are generally less expensive than those for injection molding.
- Speed: It’s a fast process suitable for high-volume production of disposable items.
- Aplicações: Primarily used for food packaging (clamshells, trays, cups), retail blister packs, and larger parts like refrigerator liners and vehicle door panels.
The Limitation for Hollow Products:
Thermoforming starts with a flat sheet of plastic. Because of this, it can only create open containers or parts with a single surface. It cannot form an enclosed shape with a distinct neck and body, like a bottle or a jerry can. Furthermore, the stretching of the sheet over the mold often leads to inconsistent wall thickness, which is unacceptable for containers that need to hold pressure or withstand stacking.
The Right Tool for the Job: Blow Moulding for Hollow Products
Now that we’ve established what moldagem por injeção and thermoforming can’t do, we can focus on the technology that can: blow moulding. This process was specifically invented to efficiently and reliably produce hollow plastic parts. Its fundamental principle mimics the ancient art of glass blowing—using air pressure to inflate a molten material inside a mold.
At its core, all blow moulding involves melting plastic resin, forming it into a tube-like shape (a parison or a preform), and then using compressed air to expand it against the walls of a two-part mold. This is the only method that can produce seamless, strong, and dimensionally accurate hollow items at an industrial scale.
However, “blow moulding” itself is still a category. Within it are two distinct technologies designed for very different materials and end products. Understanding the difference between them is the final and most crucial step in selecting the right machine.
Extrusion Blow Moulding (EBM): The Workhorse for Containers and Industrial Parts
O Extrusion Blow Moulding machine, ou Máquina de sopro por extrusão, is the most common type of blow moulding technology. It is prized for its versatility, reliability, and ability to work with a wide range of commodity resins to produce an endless variety of containers and industrial parts.
The EBM Process in Detail:
- Plastication & Extrusion: Plastic pellets (typically HDPE, PP, or PVC) are fed from a hopper into the extruder. A rotating screw melts and conveys the plastic forward through a heated barrel.
- Formação de parison: The molten plastic is forced through a die head, which forms it into a hollow, continuous tube called a parison. The wall thickness of the parison can be dynamically adjusted during this stage (a process called parison programming) to ensure the final part has the desired material distribution.
- Mold Clamping & Inflation: A two-halved, water-cooled mold closes around the parison, pinching it off at the bottom. A blow pin is then inserted into the top, which inflates the parison with compressed air. The air pressure pushes the soft plastic against the cold cavity walls of the mold.
- Cooling & Solidification: The plastic rapidly cools as it makes contato with the mold, solidifying into the shape of the product. This is the longest part of the cycle.
- Ejection & Deflashing: The mold opens, and the finished part is ejected. The excess plastic that was pinched off (known as flash) is then manually or automatically trimmed away. This flash can often be ground up and recycled back into the process.
Common Materials:
- High-Density Polyethylene (HDPE): The most common material. It’s cost-effective, chemically resistant, and impact-resistant. Perfect for making milk jugs, detergent bottles, and industrial chemical containers. If you need an HDPE bottle máquina, you are looking for an EBM machine.
- Polypropylene (PP): Used when higher temperature resistance is needed, such as for hot-fill food containers or medical parts that need to be sterilized.
- Polyvinyl Chloride (PVC): Offers excellent clarity and chemical resistance but is used less frequently today due to environmental concerns.
Aplicações:
EBM is the technology behind the vast majority of non-beverage plastic containers, including shampoo bottles, motor oil containers, household chemical spray bottles, and large-capacity jerry cans. It is also used extensively for automotive parts moldagem por sopro, producing components like air ducts, washer fluid reservoirs, and seatbacks.
Our Fully Automatic Extrusion Blow Moulding Machine Product
Stretch Blow Moulding (SBM): For High-Clarity, High-Strength PET Bottles
When product clarity, gas barrier properties, and top-load strength are critical—as they are for carbonated soft drinks and bottled water—Moldagem por sopro com estiramento (SBM) is the required technology. This process is almost exclusively used with Polyethylene Terephthalate (PET).
The SBM Process in Detail:
SBM is typically a two-stage process, which separates the creation of the preform from the final bottle blowing.
- Stage 1: Preform Injection Molding: PET resin is first injection molded into a small, test-tube-like shape called a preform. This preform already has the final neck finish and threads of the bottle. This step allows for precise control over the neck dimensions and weight of the final product.
- Stage 2: Reheating, Stretching, and Blowing:
- Reheating: The preforms are passed through an oven with infrared heaters that soften the body of the preform without melting the already-formed neck.
- Stretching & Blowing: The heated preform is placed into the final bottle mold. A steel rod (stretch rod) descends into the preform, stretching it vertically toward the bottom of the mold. Simultaneously, high-pressure air is blown into the preform, inflating it horizontally to fit the mold cavity.
This biaxial orientation (stretching in two directions) aligns and strains the PET molecules, which dramatically increases the material’s strength, clarity, and gas barrier properties. This is why a PET bottle can be very thin and lightweight yet still hold the pressure of a carbonated beverage. A machine dedicated to this process is often called a PET blowing machine.
Common Materials:
- Polyethylene Terephthalate (PET): The dominant material. It is known for its glass-like clarity, excellent strength-to-weight ratio, and good barrier against oxygen and carbon dioxide.
Aplicações:
SBM is the global standard for the food and beverage industry. It is used to produce bottles for water, carbonated soft drinks, juices, sports drinks, and edible oils. Whether you need a small 250ml bottle or a 5L water bottle manufacturing solução, SBM is the technology that delivers the required performance and aesthetics.
Our High-Speed PET Stretch Blow Moulding Machine Product Page
EBM vs. SBM: A Head-to-Head Technical Comparison
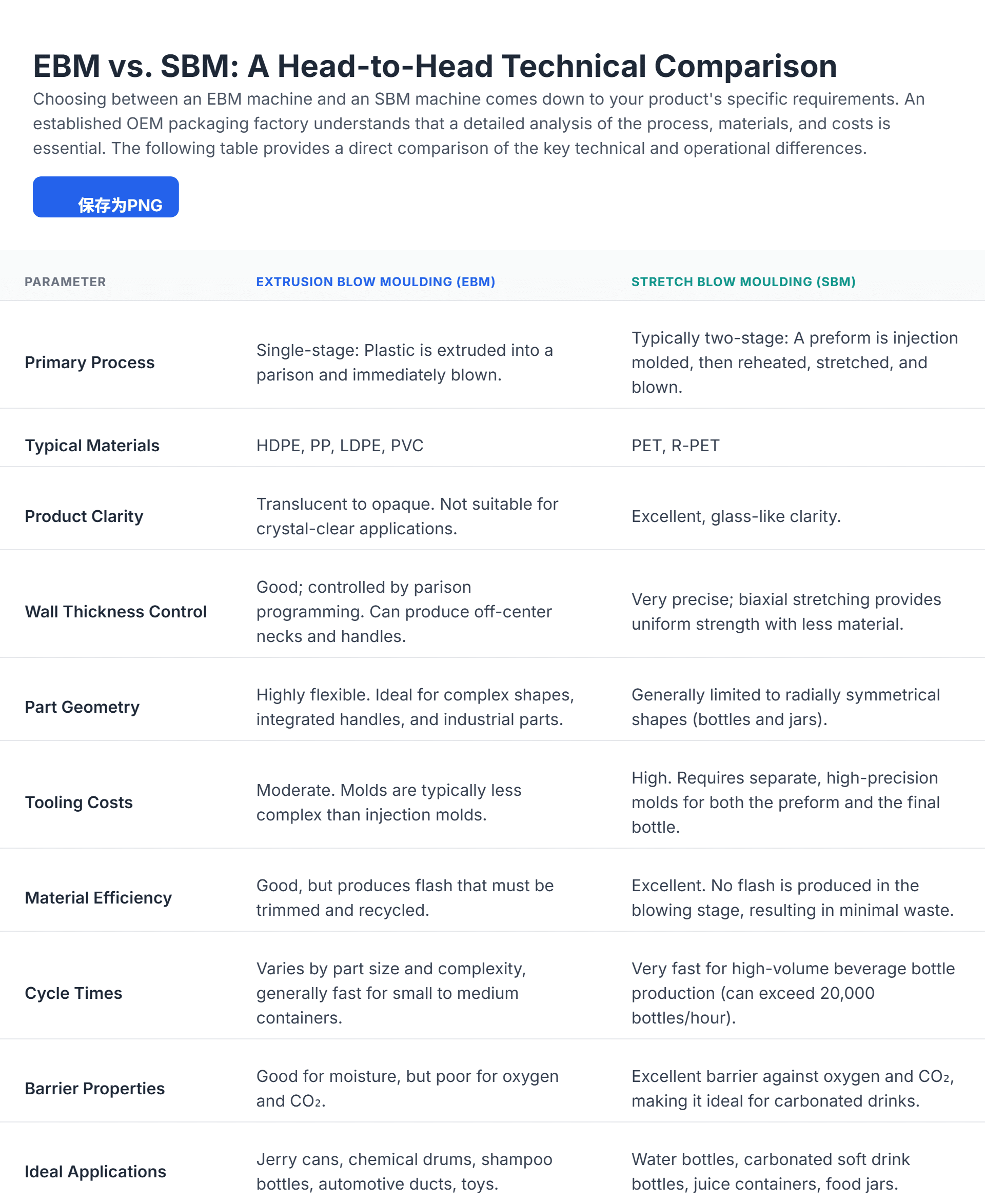
Choosing between an Máquina de sopro por extrusão and an SBM machine comes down to your product’s specific requirements. An established OEM packaging factory understands that a detailed analysis of the process, materials, and costs is essential. The following table provides a direct comparison of the key technical and operational differences.
| Parâmetro | Moldagem por extrusão e sopro (EBM) | Moldagem por sopro com estiramento (SBM) |
|---|---|---|
| Primary Process | Single-stage: Plastic is extruded into a parison and immediately blown. | Typically two-stage: A preform is injection molded, then reheated, stretched, and blown. |
| Typical Materials | HDPE, PP, LDPE, PVC | PET, R-PET |
| Product Clarity | Translucent to opaque. Not suitable for crystal-clear applications. | Excellent, glass-like clarity. |
| Controle de Espessura das Paredes | Good; controlled by parison programming. Can produce off-center necks and handles. | Very precise; biaxial stretching provides uniform strength with less material. |
| Part Geometry | Highly flexible. Ideal for complex shapes, integrated handles, and industrial parts. | Generally limited to radially symmetrical shapes (bottles and jars). |
| Custos de ferramentas | Moderate. Molds are typically less complex than injection molds. | High. Requires separate, high-precision molds for both the preform and the final bottle. |
| Eficiência do material | Good, but produces flash that must be trimmed and recycled. | Excellent. No flash is produced in the blowing stage, resulting in minimal waste. |
| Cycle Times | Varies by part size and complexity, generally fast for small to medium containers. | Very fast for high-volume beverage bottle production (can exceed 20,000 bottles/hour). |
| Propriedades de Barreira | Good for moisture, but poor for oxygen and CO₂. | Excellent barrier against oxygen and CO₂, making it ideal for carbonated drinks. |
| Ideal Applications | Jerry cans, chemical drums, shampoo bottles, automotive ducts, toys. | Water bottles, carbonated soft drink bottles, juice containers, food jars. |
Partnering with the Right Blow Moulding Machine Manufacturer
Selecting the right technology is only half the battle. For an OEM or contract manufacturer, the choice of a fabricante de máquinas de sopro is a long-term strategic decision. This is not just a transaction; it’s a partnership that impacts your operational efficiency, profitability, and ability to serve your clients for years to come.
Your focus should be on the Total Cost of Ownership (TCO). This goes beyond the initial price tag to include factors like:
- Consumo de energia: Modern, all-electric or hybrid machines can significantly reduce the high energy costs associated with older hydraulic systems, directly boosting your profitability.
- Output and Reliability: Your machines must be able to run consistently with minimal downtime. Slow, unreliable equipment creates production bottlenecks and jeopardizes your ability to meet client deadlines.
- Technical Support and Maintenance: What happens when you need a spare part or technical assistance? A responsive manufacturer with robust after-sales support is critical to keeping your lines running.
- Customization and Expertise: Can the manufacturer tailor a solution to your specific needs, whether it’s for a unique bottle shape or integration with recycled materials like rHDPE?
At Leka Machine, we focus on being more than just a supplier. We work as a technical partner to understand your project goals and deliver a solution that is efficient, reliable, and built for the future.
Perguntas frequentes (FAQ)
Q1: What is “deflashing” in the EBM process?
Deflashing is the process of removing the excess plastic, or “flash,” that is formed when the mold pinches the parison. This can be done manually for low-volume runs or fully automated in-machine or downstream for high-speed production. Proper deflashing is crucial for the final product’s appearance and function.
Q2: Can I use recycled plastic materials in my blow moulding machine?
Yes, absolutely. Both EBM and SBM technologies are increasingly adapted to use recycled materials. Recycled HDPE (rHDPE) can be used in EBM machines, often in inner layers of a multi-layer bottle. Recycled PET (rPET) is widely used in SBM to produce bottles with up to 100% recycled content, helping brands meet sustainability goals.
Q3: What is the difference between single-stage and two-stage SBM?
Two-stage SBM, as described above, is the most common method where preform manufacturing and bottle blowing are separate processes. This is ideal for high-volume production. Single-stage SBM combines both steps into one machine. It is slower but offers more flexibility for lower-volume or non-standard bottle shapes, as the preform is blown while still warm from being molded.
Q4: What factors determine the cycle time of a blow moulding machine?
The main factors are part size and weight (larger parts need more cooling time), wall thickness, the plastic material being used, and the efficiency of the machine’s cooling system. For EBM, the speed of the extruder is also a key factor, while for SBM, the preform heating time is critical.
Q5: How can I ensure consistent wall thickness in my products?
In EBM, this is achieved through “parison programming,” where the machine’s controller adjusts the die opening as the parison is being extruded. This allows more material to be placed in areas that stretch more (like corners) and less in others. In SBM, the design of the preform and the precise control over the stretching process are what ensure even material distribution.
Q6: What is the typical lifespan of a blow moulding machine?
Uma máquina de sopro bem conservada e de alta qualidade de um fabricante conceituado pode ter uma vida útil produtiva de 15 a 20 anos ou até mais. A manutenção preventiva regular, a utilização de qualidade peças sobressalentes originais e a formação adequada dos operadores são fundamentais para maximizar a longevidade da máquina e o retorno do investimento.
Recursos Externos para Leitura Adicional
- Introdução ao Moldagem por Sopro – Uma visão geral abrangente da revista Plastics Technology.
- Processo de Extrusão e Sopro – Uma análise técnica do processo EBM da British Plastics Federation.
- Propriedades do Polietileno Tereftalato (PET) – Dados técnicos detalhados da base de dados de plásticos Omnexus.
- Propriedades do Polietileno de Alta Densidade (PEAD) – Informações técnicas detalhadas sobre PEAD.
- Diferenças entre Moldagem por Sopro Monoinjetora e Bi-injetora – Artigo técnico que explica os dois métodos de SBM.
- Custo Total de Propriedade na Indústria – Artigo da IndustryWeek sobre a importância do CTP na aquisição de equipamentos de capital.
Sua próxima etapa
Para uma solução confiável e eficiente para a sua linha de produção de garrafas ou recipientes , confie nos especialistas da Leka Machine. Contacte o nosso Gerente de Vendas Técnicas, Slany Cheuang, para discutir os requisitos do seu projeto e receber uma cotação personalizada. Visite o nosso website em www.lekamachine.com para saber mais.





0 comentários