






O Guia Definitivo para Moldagem de Garrafas por Sopro: De Resinas Plásticas a Máquinas de Produção (Atualização 2025)
If you’re planning to produce plastic bottles, you’ve likely discovered that choosing the right plastic resin is just the first step.
It’s a critical start, but what truly determines your product’s success and production efficiency is how you turn those resins into thousands of perfect bottles. This involves understanding the process and matching it with the right machinery.
This guide will walk you through every key stage, from the plastics themselves to the two core moldagem por sopro processes, and finally, how to select the right equipment for your factory.
Step 1: Choosing the Right Plastic for Your Bottle
HDPEvsPETcontainer
Let’s start with a quick overview of the raw materials. Different plastics have unique properties, costs, and processing requirements, making them suitable for different types of bottles.
Polietileno de alta densidade (HDPE)
This is one of the most widely used plastics in the world. It’s strong, resistant to chemicals, and cost-effective. The milk jugs, shampoo bottles, motor oil containers, and industrial chemical drums you see are mostly made of HDPE.
- Estimated 2025 H1 International Market Price: Approx. $1,150 – $1,250 USD per ton. (Note: This is an estimate based on current market trends; actual prices will fluctuate with crude oil and market demand.)
Physical Property Reference:
- Density: 0.94 – 0.96 g/cc
- Impact: Density directly affects the final weight and material cost of the bottle. HDPE’s moderate density provides good strength while effectively controlling the cost per unit.
- Low Temp: -50°F (-45°C)
- Impact: This metric determines the bottle’s durability in cold environments. HDPE’s excellent low-temperature resistance makes it ideal for refrigerated products or containers used in cold climates, as it won’t easily become brittle.
- High Heat Deflection: 176°F (80°C)
- Impact: This is the critical temperature at which the material begins to soften under load. HDPE’s heat resistance is sufficient for most ambient or warm-fill aplicativos but is not suitable for high-temperature steam sterilization.
- Flex Modulus: 1,000 – 1,400 MPa
- Impact: Flex modulus is a measure of stiffness. HDPE’s modulus gives bottles a rigid structure that resists deformation, making it perfect for stackable containers while retaining some toughness.
- Hardness: Shore D60 – 70
- Impact: Hardness indicates the surface’s resistance to scratching. This range means Garrafas de PEAD have a durable surface that resists scuffs during transport and use.
- Recycle Code: 2 (HDPE, represents high-density polyethylene, one of the most commonly recycled plastics).
Polyethylene Terephthalate (PET)
When you think of a crystal-clear beverage bottle, you’re thinking of PET. It’s the top choice for bottled water, carbonated soft drinks, and juices. Through a specific process, it becomes exceptionally strong with excellent gas barrier properties.
- Estimated 2025 H1 International Market Price: Approx. $1,100 – $1,200 USD per ton.
Physical Property Reference:
- Density: 1.3 – 1.4 g/cc
- Impact: While PET has a higher density, the Moldagem por sopro estiramento process allows for very thin walls, resulting in a lightweight final product. This density also provides an excellent barrier against gases like CO2.
- Low Temp: -40°F (-40°C)
- Impact: PET also has good low-temperature resistance, making it suitable for refrigerated beverage bottles.
- High Heat Deflection: 160°F (70°C)
- Impact: Standard PET has moderate heat resistance and is not ideal for hot-fill applications. For products like hot-filled juices, a special heat-set grade of PET is required.
- Flex Modulus: 2,800 – 3,100 MPa
- Impact: PET has a very high flex modulus, meaning it is very rigid. This is why Garrafas PET can withstand the internal pressure of carbonated drinks without expanding.
- Hardness: Shore D80 – 85
- Impact: PET has a very hard surface, offering excellent scratch resistance and a high-gloss finish that gives the final product a premium, crystal-clear look.
- Recycle Code: 1 (PETE or PET, represents polyethylene terephthalate, one of the most recycled plastics globally).
A Critical Note on Drying PET
Before processing, PET resin must be thoroughly dried. Why? Because molten PET is highly susceptible to a process called hydrolysis, where water breaks down its molecular chains. If the resin contains too much moisture, the high processing heat will degrade its physical properties.
- Effects of Improper Drying: The final product will be brittle, have reduced clarity (appearing hazy or with silvery streaks), and lack sufficient wall strength. Defects will be apparent even at the preform stage.
- Standard for Dryness: The accepted industry standard is to dry PET resin until its moisture content is below 50 parts per million (ppm), and ideally below 30 ppm. This requires a dedicated dehumidifying dryer.
Polypropylene (PP)
O PP é semelhante ao PEAD, mas é mais rígido e possui melhor resistência ao calor. Isso o torna perfeito para recipientes que exigem enchimento a quente ou esterilização a vapor, como algumas embalagens de medicamentos ou mamadeiras.
- Estimated 2025 H1 International Market Price: Aprox. US$ 1.200 – US$ 1.400 por tonelada.
Physical Property Reference:
- Densidade: 0,90 – 0,92 g/cm³
- Impact: O PP tem uma das menores densidades entre todos os plásticos de commodities. Isso significa que você pode produzir mais peças por quilo de material em comparação com outros, oferecendo uma vantagem de custo.
- Baixa Temperatura: 32°F (0°C)
- Impact: Esta é a principal fraqueza do PP. Ele se torna quebradiço em temperaturas de congelamento, tornando-o inadequado para produtos que requerem armazenamento no freezer.
- Alta Deflexão Térmica: 212°F (100°C)
- Impact: A resistência ao calor do PP é excelente, permitindo que ele suporte temperaturas de água fervente. Isso o torna uma ótima escolha para frascos médicos que precisam de esterilização a vapor ou embalagens de alimentos para envase a quente.
- Módulo de Flexão: 1.300 – 1.800 MPa
- Impact: A rigidez do PP está entre a do HDPE e a do PET, fornecendo boa integridade estrutural para tampas e recipientes que precisam manter sua forma.
- Dureza: Shore D70 – 75
- Impact: O PP tem uma boa dureza superficial, é resistente à abrasão e possui excelente resistência ao trincamento por tensão.
- Recycle Code: 5 (PP, representa polipropileno, frequentemente usado para recipientes alimentares que podem ser aquecidos no micro-ondas e tem alto valor de reciclagem).
Tabela de Referência Rápida para Plásticos Comuns de Sopro
Para uma comparação rápida, a tabela abaixo resume as propriedades gerais de vários plásticos comumente usados no processo de sopro.
| Tipo de Plástico | Custo Relativo (por lb) | Densidade (g/cm³) | Baixa Temp. | Alta Deflexão Térmica | Módulo de Flexão (MPa) | Dureza Shore | Código de Reciclagem |
|---|---|---|---|---|---|---|---|
| PEAD | $0.70 | 0.95 | -75°F / -59°C | 160°F / 71°C | 1,170 | 65D | 2 |
| LDPE | $0.85 | 0.92 | -80°F / -62°C | 140°F / 60°C | 275 | 55D | 4 |
| PP | $0.75 | 0.90 | 32°F / 0°C | 212°F / 100°C | 1,500 | 75D | 5 |
| PVC | $1.15 | 1.30 | -20°F / -29°C | 175°F / 79°C | 2,300 | 50D | 3 |
| PET | $0.85 | 1.30 | -40°F / -40°C | 160°F / 71°C | 3,400 | 80D | 1 |
| TPE | $2.25 | 0.95 | -18°F / -28°C | 185°F / 85°C | 2,400 | 50D | 7 |
| ABS | $1.55 | 1.20 | -40°F / -40°C | 190°F / 88°C | 2,680 | 85D | 7 |
| PC | $2.00 | 1.20 | -40°F / -40°C | 290°F / 143°C | 2,350 | 82D | 7 |
Nota: Os custos na tabela são para comparação relativa; os preços reais de mercado flutuam. Os dados físicos representam valores típicos para graus de uso geral, e graus específicos podem variar.
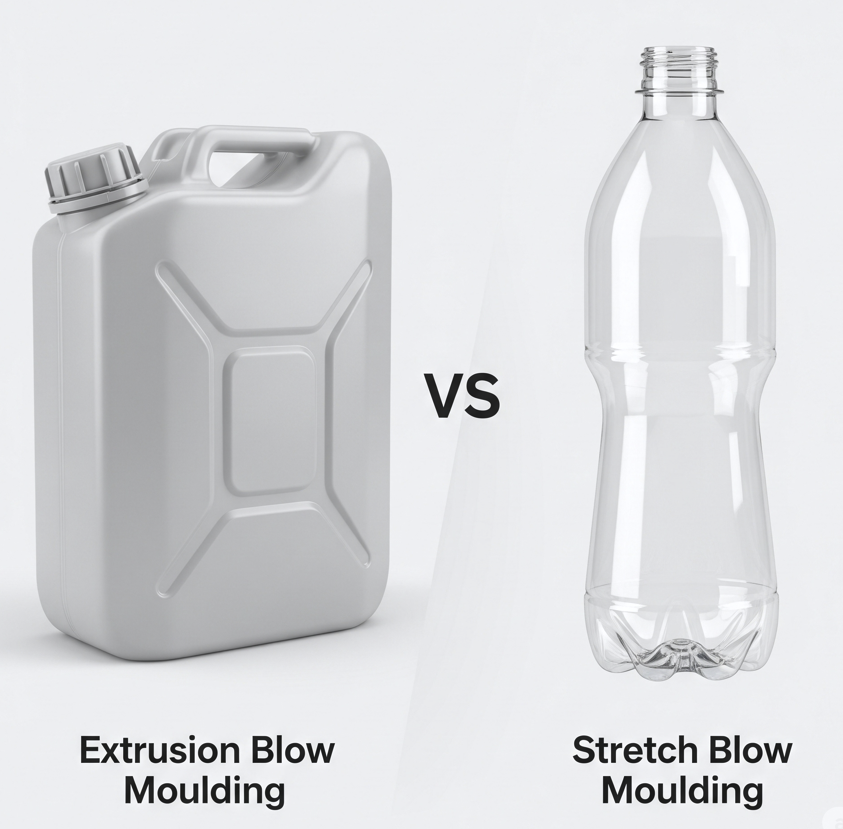
A Decisão Central: Sopro por Extrusão vs. Sopro com Estiramento
Com o plástico selecionado, é hora da etapa mais crítica: escolher o processo. É isso que determina o tipo de máquina de moldagem por sopro máquina que você precisa.
Sopro por Extrusão (EBM)
Pense neste processo como espremer um tubo de pasta de dentes. A máquina derrete o plástico e o extrusa para baixo na forma de um tubo oco, chamado de “parison”. Um molde então se fecha em torno do parison, e o ar comprimido o infla, assumindo a forma do molde. Após o resfriamento, a garrafa é ejetada.
- Mais Indicado Para: Garrafas com alças (como jerricans), recipientes de formato irregular e grandes tambores industriais (para os quais nossa série TITAN foi desenvolvida).
- Materiais Aplicáveis: Principalmente HDPE e PP.
Sopro com Estiramento (SBM)
Este é tipicamente um processo de duas etapas usado principalmente para PET. Na primeira etapa, uma “pré-forma”, que se parece com um pequeno tubo de ensaio, é criada via moldagem por injeção. moldagem por injeção. Na segunda etapa, a pré-forma é aquecida à temperatura ideal, colocada em um molde e então esticada verticalmente enquanto é inflada horizontalmente. Este estiramento biaxial orienta as moléculas de PET, conferindo à garrafa final excepcional resistência e transparência.
- Mais Indicado Para: Produção em alto volume de garrafas de bebidas, garrafas de água e frascos de boca larga onde transparência e resistência são primordiais.
- Materiais Aplicáveis: Principalmente PET.
Para resumir a extrusão vs sopro por estiramento moldagem debate: A EBM é versátil e excelente para uma grande variedade de formatos, enquanto a SBM é a especialista na produção de embalagens de PET de alta qualidade com alta velocidade e eficiência.
Compatibilizando a Máquina com a Missão: Qual Processo é para a Sua Garrafa?

Carregue a resina plástica no funil com uma máquina de moldagem por sopro e extrusão
Agora você pode decidir qual linha de produção necessita com base no seu produto.
Deve procurar uma Máquina de Sopro por Extrusão se produz:
- Frascos para Químicos Domésticos: Frascos de champô, gel de banho e detergente para a roupa.
- Cântaros & Contentores Industriais superiores a 5 Litros: Esta é a aplicação clássica para uma
máquina de sopro para garrafas de HDPE. - Peças automotivas: Peças ocas irregulares como condutas de ar e reservatórios de fluidos.
Deve procurar uma Máquina de Sopro por Estiramento se produz:
- Água Engarrafada & Bebidas Carbonatadas: Para alcançar produções de dezenas de milhares de garrafas por hora com consistência qualidade, necessita de uma máquina estável e de alta velocidade como a nossa série AQUA.
- Garrafas de Sumo & Óleos Comestíveis: Estes produtos requerem boa transparência e propriedades de barreira.
- Frascos Cosméticos: Para embalagens de alta gama que exigem uma sensação premium e cristalina, a nossa série BOTTLER é especializada para estes contentores de valor acrescentado.
Para Além do Preço: Eficiência e Custo Total de Propriedade (TCO)
Como gestor de fábrica ou engenheiro, sabe que a compra de equipamento é mais do que apenas o preço inicial. Um conceito mais importante é o Custo Total de Propriedade (TCO).
Ao escolher uma fabricante de máquinas de sopro, deve colocar estas questões:
- Quanta energia consome esta máquina? Os custos de energia são uma despesa operacional major. Projetos modernos totalmente elétricos ou híbridos podem poupar-lhe uma quantia significativa em comparação com sistemas hidráulicos antigos.
- A sua produção no mundo real é estável? Uma máquina que para frequentemente para manutenção cria estrangulamentos de produção. A estabilidade e o débito real são mais importantes do que a velocidade de pico teórica.
- Qual é o tempo de entrega? No mercado atual, esperar um ano por uma máquina de um concorrente europeu pode significar perder contratos chave. Precisa de um parceiro que possa responder rapidamente.
Considerar estes fatores irá ajudá-lo a escolher uma máquina que verdadeiramente gera lucro, e não apenas uma que realiza o trabalho.
Se está a planear um novo projeto de produção de garrafas ou a pensar modernizar as suas linhas existentes, não hesite em falar connosco. Podemos explorar a melhor solução técnica solução para as suas necessidades.




0 comentários