

Your 2026 Guide to Plastic Bottle Manufacturing with an Extrusion Blow Molding Machine
If you produce shampoo bottles, detergent bottles, chemical containers, lubricant packaging, or HDPE jars, extrusion blow molding is still one of the most practical manufacturing methods in 2026. It is proven, flexible, and well suited to hollow plastic packaging that needs strength, handle design flexibility, and stable production cost.
My name is Slany Cheuang, Engineer Sales Manager at LEKA Machine. I work with customers on bottle and container projects every day, from machine selection and mold planning to line setup and operator training. This guide explains how plastic bottle manufacturing works with extrusion blow molding, what technical decisions matter most, and how to choose a machine direction that supports reliable production and commercial return.
What Is Extrusion Blow Molding?
Extrusion blow molding, often shortened to EBM, is a manufacturing process used to produce hollow plastic products. The machine melts plastic resin, forms it into a hollow tube called a parison, closes a mold around it, and then blows compressed air inside to create the final bottle or container shape.

This process is especially suitable when the product needs:
- Handle designs or irregular geometry
- Good impact resistance
- Cost-efficient HDPE or PP production
- Flexible bottle sizes from small containers to larger jerry cans
If you are comparing different forming processes, it can also help to review our overview of plastic forming techniques for production.
How Plastic Bottles Are Made with Extrusion Blow Molding
The process itself is straightforward in principle, but stable commercial production depends on how consistently each stage is controlled.
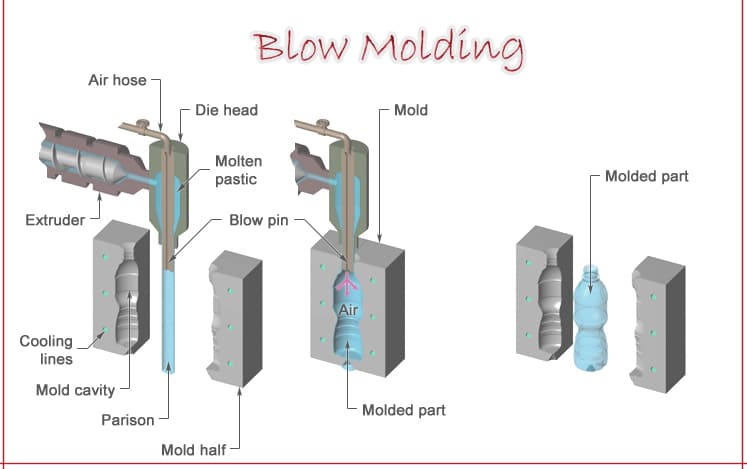
Blow molding process overview
Step 1: Resin Feeding and Plasticizing
Plastic resin pellets are loaded into the hopper and fed into the extruder. Inside the heated barrel, the screw melts and homogenizes the material until it becomes a consistent molten mass.

Loading plastic resin into the hopper
Step 2: Parison Formation
The molten plastic flows into the die head, where it is formed into a hollow tube known as the parison. At this stage, parison control becomes important because material distribution affects bottle wall thickness, handle strength, and final product consistency.

Create and control the parison
Step 3: Mold Closing, Blowing, and Cooling
Once the parison reaches the correct length, the mold closes around it. Compressed air is introduced through the blow pin, expanding the plastic against the mold walls. Cooling water inside the mold removes heat quickly so the bottle can hold its shape and move to the next stage.
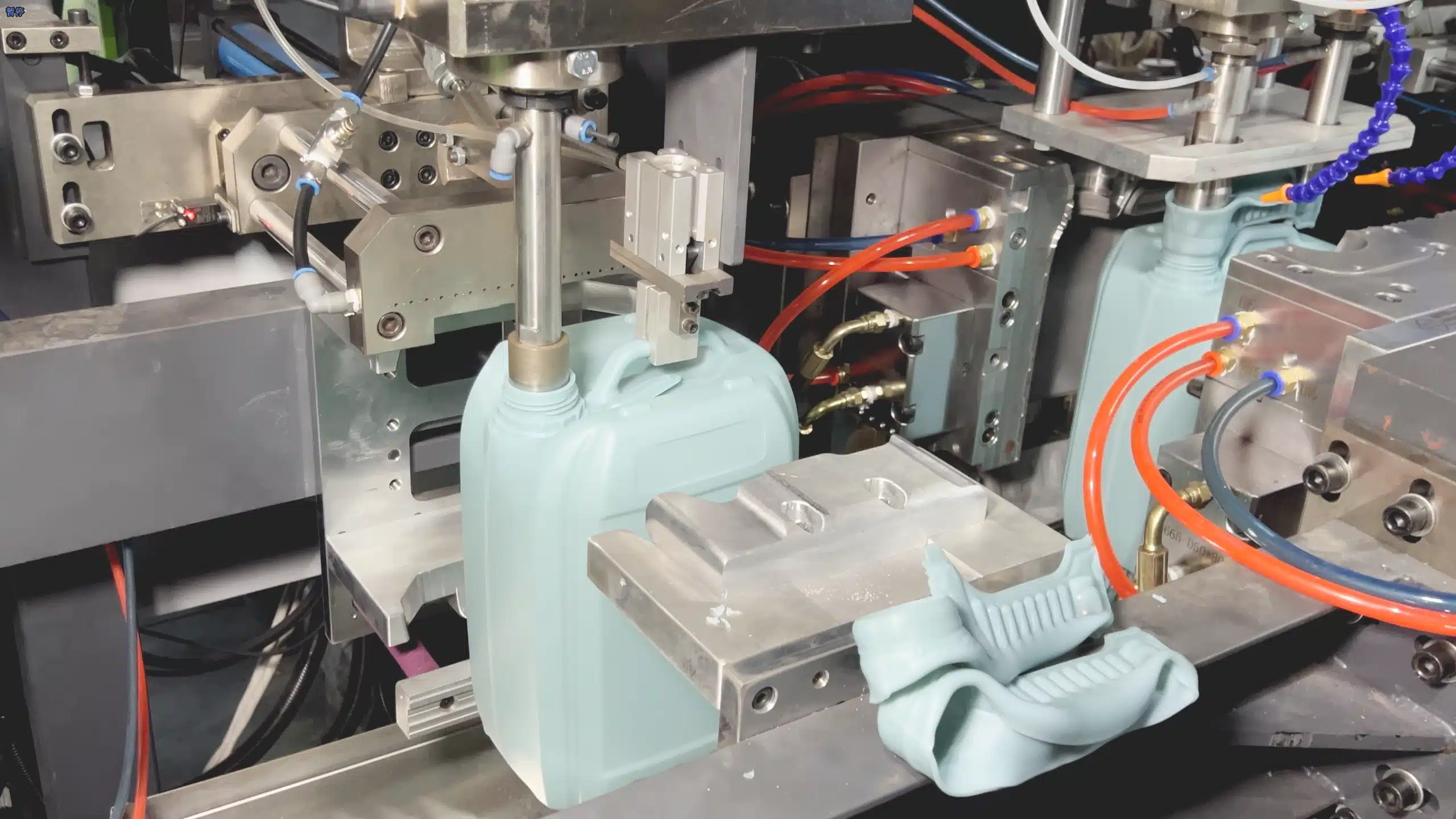
Molding and blowing the final bottle shape
Step 4: Deflashing, Leak Testing, and Packing
After the bottle is ejected, excess material is trimmed, and the product can move through leak testing, visual inspection, conveying, packing, and palletizing. For higher-value packaging lines, automation at this stage can improve consistency and reduce labor pressure.
Main Components of an Extrusion Blow Molding Machine
Understanding the machine structure helps buyers evaluate whether a machine is truly suitable for their product.
The Extruder
The extruder melts and conveys the resin. Screw design, barrel heating, and melt stability all influence output consistency and final bottle quality.

The Die Head and Parison Control System
The die head forms the parison. Advanced machines can use a parison programmer to adjust thickness distribution along the parison length, which helps place more material in high-stress areas and reduce waste in low-stress sections.

The Clamping Unit
The clamping unit closes and holds the mold during blowing. Stable clamping force is essential for reducing flash, protecting mold accuracy, and maintaining bottle consistency in long production runs.

Cooling, Deflashing, and Take-Out Systems
These downstream systems affect actual productivity more than many first-time buyers expect. Efficient cooling, stable trimming, and reliable bottle take-out all improve line output and reduce handling problems.

What Bottles and Containers Can Be Made?
One of the biggest advantages of extrusion blow molding is its flexibility. It can produce many packaging formats that are difficult or less economical with other processes.
- Household bottles: detergent, cleaner, bleach, and personal-care packaging
- Industrial bottles and jerry cans: lubricant, agrochemical, and chemical containers
- Food and dairy containers: milk, yogurt drinks, and other HDPE packaging
- Pharmaceutical bottles: tablet, syrup, and vitamin packaging
- Large industrial parts: drums, tanks, floaters, and some automotive hollow parts
If your project is more packaging-focused than machine-only, it can also help to review our broader packaging line solution planning.
Choosing the Right Plastic Resin
The material is just as important as the machine. Resin choice affects bottle performance, appearance, cost, process stability, and downstream compatibility.
| Material | Best For | Heat Tolerance | Appearance |
|---|---|---|---|
| HDPE | Detergent bottles, milk bottles, jerry cans, industrial containers | Good | Opaque |
| PP | Hot-fill products, medical jars, caps, some specialty containers | Excellent | Semi-clear to opaque |
| PETG | Selected premium clear packaging applications | Fair | High clarity |
| PVC | Some clear chemical or household packaging applications | Good | High clarity |
| PCR blends | Sustainability-driven packaging projects | Depends on formulation | Variable |
HDPE
HDPE remains the main material for many bottle and container applications because it balances durability, cost control, chemical resistance, and process stability. It is especially well suited to blow molding projects for household, industrial, and dairy packaging.
PP
PP is useful for applications requiring better heat resistance, but its lower melt strength means parison sag can be more difficult to control. Machine setup and mold matching matter more when PP is part of the project.
PETG and PVC
These materials may be selected when clarity is a priority, but they require more careful process control. In many bottle packaging projects today, buyers should compare them with other more stable packaging options before deciding.
PCR and Sustainability Considerations
More customers now request recycled-content packaging. That creates new process challenges around color consistency, odor, contamination, and melt stability. Machines with stronger process control and better resin handling are usually needed when PCR usage becomes part of the production target.
Quality Control: How to Avoid Shipping Bad Bottles
Producing a bottle is one thing. Producing a bottle that performs reliably in transport, storage, filling, and end use is another. Quality control should be built into the project from the beginning.
- Wall-thickness checks: help identify weak areas in corners, shoulders, and base regions
- Leak testing: essential for bottles and containers that must remain fully sealed
- Top-load and drop testing: especially important for industrial packaging
- Visual inspection: helps catch contamination, haze, streaks, and black specks
- Dimensional consistency: improves filling, capping, labeling, and downstream handling
If quality assurance is a major concern in your project, you can also review LEKA’s approach to quality and reliability.
How to Improve ROI in Bottle Manufacturing
For most buyers, machine price is only part of the financial picture. Real return on investment depends on resin use, energy efficiency, changeover efficiency, output stability, labor demand, and downtime risk.
Energy Efficiency
Machines with more efficient drive systems and better process control can reduce power consumption significantly over time. This matters more and more as production costs rise.
Material Efficiency
Resin is often the single biggest variable cost in bottle production. Better parison control, suitable mold design, and stable process settings can reduce waste and support lightweighting goals.
Regrind Management
Regrind from trimmed flash can help reduce raw material cost, but it needs to be managed carefully to avoid hurting bottle consistency.
Compressed Air Efficiency
Compressed air is another meaningful operating cost. Better machine design and smarter air use can improve profitability over long runs.
How to Choose the Right LEKA Machine
The best machine depends on what you need to produce, how many units you need per hour, what material you plan to use, and how much flexibility your line requires.
- FORMA Series: suitable for flexible production from smaller bottles to medium jerry cans
- AERO Series: more suitable for higher-output bottle production where efficiency and speed matter most
- TITAN Series: intended for larger, heavier industrial containers and more demanding hollow products
Most buyers make better decisions when they prepare these inputs before asking for a quotation:
- Container volume range
- Bottle or container image / drawing
- Target output
- Material choice
- Weight target
- Any filling, capping, labeling, or packing requirements
That makes it much easier to recommend the right machine direction and avoid overbuying or under-specifying the project.
Frequently Asked Questions
What bottles are best suited to extrusion blow molding?
Extrusion blow molding is especially suitable for HDPE and PP bottles, jerry cans, industrial containers, and packaging formats that need handles or non-symmetrical designs.
How can I reduce resin cost?
Resin cost can often be improved through better parison control, lightweighting, regrind management, and in some cases multi-layer structure or PCR strategy, depending on the product requirements.
How long does delivery usually take?
Lead time varies by machine type and project scope. In many cases, buyers care as much about delivery speed and support readiness as they do about machine price. LEKA typically plans standard machine delivery in a much shorter time frame than many traditional European alternatives.
Do you provide training?
Yes. For many customers, especially new investors or teams building a new line, machine delivery alone is not enough. Operator training and startup support are critical to getting stable production quickly.
Can LEKA help beyond the blow molding machine itself?
Yes. Many bottle projects eventually involve molds, auxiliary equipment, and downstream packaging stages. Early planning usually reduces later mistakes and sourcing gaps.
Conclusion
Extrusion blow molding remains one of the most practical ways to manufacture plastic bottles and containers in 2026. The process is mature, commercially proven, and highly flexible, but success still depends on making the right decisions about bottle design, resin, machine matching, process control, and downstream packaging requirements.
If you already have a bottle concept, a target output, or a packaging project under discussion, the most useful next step is to review the real requirements before choosing the machine.
Discuss Your Bottle Project With LEKA Machine