






Bagaimana Cara Memilih Bahan Terbaik untuk Produksi Jerigen 25L?
Apakah Anda khawatir kontainer industri Anda mungkin gagal dalam uji jatuh atau bocor selama pengiriman, sehingga merusak reputasi Anda di mata klien? Memilih material yang salah bukan hanya kesalahan produksi; ini adalah risiko keselamatan yang membuat para produsen tidak bisa tidur di malam hari.
Untuk memproduksi jerigen 25L yang tahan lama, Anda harus menggunakan Polietilen Densitas Tinggi Berat Molekul Tinggi (HMW-HDPE) dengan Indeks Aliran Leleh rendah. Material ini memberikan kekuatan benturan dan ketahanan kimia yang diperlukan untuk lulus sertifikasi barang berbahaya PBB. Jangan menggunakan plastik komoditas standar; plastik tersebut akan retak di bawah tekanan.

Memilih resin yang tepat hanyalah langkah pertama dalam proses yang panjang. Saya telah melihat banyak pemilik pabrik membeli mesin terbaik tetapi menggunakan campuran material yang salah, yang menyebabkan "pengelupasan" atau botol yang kempes. Mari kita lihat jenis HDPE apa yang Anda butuhkan agar wadah Anda tetap kuat dan pelanggan Anda senang.
Jenis HDPE mana yang menawarkan ketahanan benturan terbaik untuk jerigen 25 liter saya?
Anda tentu tidak ingin jerigen Anda pecah seperti kaca saat jatuh ke tanah di gudang yang membeku. Jika Anda memilih resin murah tanpa struktur molekul yang tepat, itulah yang akan terjadi selama bulan-bulan musim dingin.
Jenis HDPE terbaik untuk ketahanan benturan menggunakan komonomer heksena, bukan butena. Anda membutuhkan kopolimer dengan distribusi berat molekul bimodal, yang menciptakan "molekul pengikat" yang bertindak seperti tali internal, menahan dinding plastik tetap menyatu bahkan pada suhu -18°C.
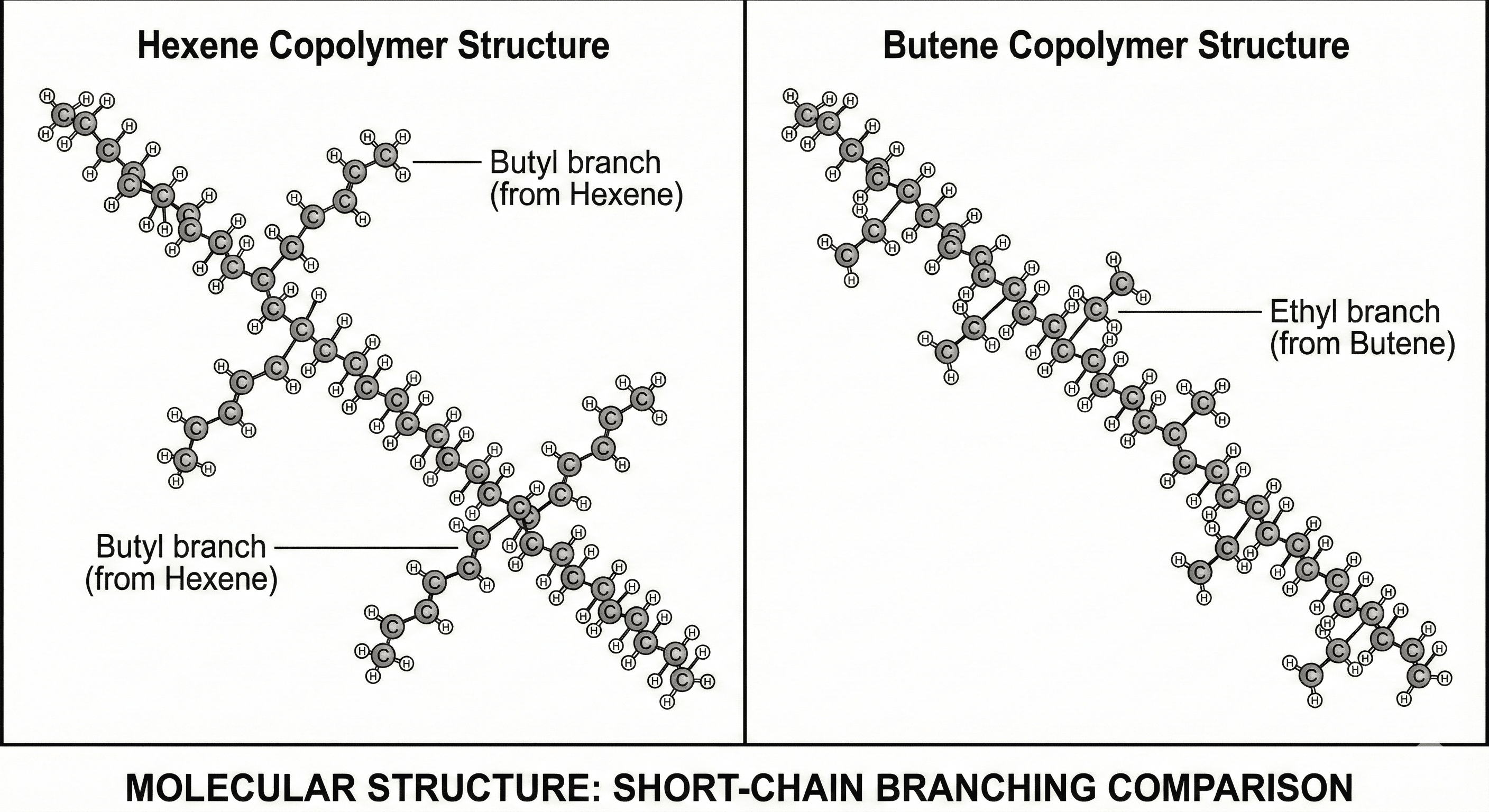
Diagram ini membandingkan percabangan rantai pendek pada kopolimer heksena dan butena yang digunakan dalam formulasi resin plastik.
Memahami “Molekul Pengikat”
Saya ingin menjelaskan mengapa beberapa jerigen dapat bertahan setelah jatuh dari truk sementara yang lain pecah. Semuanya bermuara pada sesuatu yang kita sebut "molekul pengikat." Bayangkan dinding plastik Anda terbuat dari banyak batu bata kristal kecil. Jika batu bata ini tidak terikat bersama, mereka akan hancur berantakan saat terkena benturan. Molekul pengikat seperti tali kuat yang menghubungkan batu bata-batu bata ini.
Saat saya membantu pelanggan menyiapkan mesin cetak tiup ekstrusi mereka, saya selalu memeriksa spesifikasi resin mereka. HDPE standar menggunakan konektor "Butena". Ini bagus untuk botol susu, tetapi untuk kaleng industri 25 liter, sambungannya terlalu pendek. Anda membutuhkan jenis "Heksena" atau bahkan "Oktena". Jenis ini menciptakan cabang yang lebih panjang dalam rantai plastik. Cabang-cabang panjang ini saling terjalin lebih erat. Ini berarti ketika kaleng Anda membentur beton, energi akan menyebar alih-alih menghancurkan dinding.
Peran Penting Kepadatan dan ESCR
Anda juga perlu menyeimbangkan kepadatan dengan ketahanan terhadap retak tegangan (ESCR). Kepadatan yang lebih tinggi membuat kaleng menjadi kaku sehingga dapat ditumpuk tinggi. Namun, jika kepadatannya terlalu tinggi, kaleng akan menjadi rapuh. Untuk kaleng 25L, Anda harus menargetkan kepadatan antara 0,948 dan 0,954 g/cm³.
Berikut perbandingan sederhana yang saya gunakan untuk membantu klien saya dalam memilih:
| Karakteristik Resin | HDPE Standar (Hindari) | HMW-HDPE (Direkomendasikan) |
|---|---|---|
| Jenis Komonomer | Butena-1 | Heksena-1 |
| Kekuatan Dampak | Rendah (Mudah retak) | Tinggi (Menyerap guncangan) |
| Performa Cuaca Dingin | Rapuh di bawah 0°C | Tahan hingga suhu -30°C |
| Aplikasi Terbaik | Botol kosmetik kecil | Kaleng Barang Berbahaya 25L |
Jika Anda berencana mendapatkan sertifikasi PBB untuk barang berbahaya, laboratorium akan mengisi kaleng Anda, membekukannya hingga -18°C, dan menjatuhkannya. Hanya HMW-HDPE berbasis heksena yang akan bertahan dari perlakuan kasar ini secara konsisten.
Bagaimana cara saya memastikan kompatibilitas kimia untuk bahan-bahan jerigen industri saya?
Sungguh menakutkan membayangkan bahwa bahan kimia di dalam jerigen Anda mungkin perlahan-lahan mengikis dindingnya dari dalam. Anda perlu mengetahui apakah wadah Anda bertindak sebagai penghalang yang kokoh atau diam-diam bertindak seperti spons.
Untuk bahan kimia standar seperti sabun atau asam, HMW-HDPE sangat baik, tetapi untuk bahan bakar dan pelarut, permukaan harus diberi perlakuan. Kaleng industri berkualitas tinggi untuk hidrokarbon memerlukan perlakuan penghalang fluorinasi untuk mencegah cairan menguap melalui dinding plastik.

Masalah dengan Penetrasi
Plastik tidak sepadat kelihatannya. Pada tingkat mikroskopis, HDPE memiliki celah di antara rantai molekulnya. Molekul-molekul kecil, seperti yang ditemukan dalam bensin atau pelarut industri, dapat masuk ke dalam celah-celah ini. Mereka menembus dinding plastik dan menghilang ke udara di luar. Proses ini disebut permeasi.
Saya pernah punya klien yang menyimpan pelarut dalam kaleng HDPE biasa. Setelah enam bulan, kaleng-kaleng itu tampak seperti tersedot oleh vakum. Pelarut tersebut menguap melalui dinding kaleng, menciptakan tekanan negatif di dalamnya. Ini disebut "paneling". Hal ini merusak bentuk kaleng dan menyebabkan label terlepas.
Solusi: Fluorinasi vs. Baja
Untuk menghentikan hal ini, Anda memiliki dua pilihan utama. Pilihan modern adalah fluorinasi. Ini melibatkan paparan plastik terhadap gas fluorin. Gas ini secara kimiawi mengubah permukaan plastik, menutup celah-celah mikroskopis tersebut. Ini menciptakan lapisan pelindung yang mencegah bahan bakar keluar.
Pilihan tradisional adalah baja. Baja merupakan penghalang absolut; tidak ada yang dapat menembus logam. Namun, baja berkarat. Jika Anda menyimpan asam atau bahan kimia berbasis air, baja bukanlah pilihan yang baik kecuali Anda menggunakan lapisan internal yang mahal. Jika lapisan tersebut tergores, kaleng akan berkarat dalam hitungan minggu.
Panduan Singkat Kompatibilitas Kimia
Saya membuat panduan ini untuk membantu Anda mengambil keputusan cepat berdasarkan apa yang ingin klien Anda masukkan ke dalam kaleng:
| Jenis Kimia | HMW-HDPE polos | HDPE terfluorinasi | Baja Berlapis |
|---|---|---|---|
| Asam / Basa | Luar biasa | Luar biasa | Berisiko (Kegagalan lapisan) |
| Sabun / Deterjen | Baik (Periksa ESCR) | Luar biasa | Bagus. |
| Bensin / Diesel | Buruk (Permeabilitas) | Bagus. | Luar biasa |
| Pelarut (Aseton) | Adil | Bagus. | Luar biasa |
Berapakah ketebalan dinding optimal untuk menyeimbangkan biaya material dan kekuatan wadah?
Anda akan merugi setiap kali membuat jerigen yang lebih berat dari yang seharusnya, tetapi Anda berisiko kehilangan pelanggan jika terlalu ringan dan mudah rusak. Menemukan titik keseimbangan yang tepat adalah bagian tersulit dalam menyiapkan lini produksi Anda.
Ketebalan dinding optimal untuk jerigen 25L biasanya sekitar 2mm hingga 2,5mm, tetapi distribusi ketebalan sangat penting. Anda harus menggunakan resin dengan kekuatan leleh tinggi untuk memastikan parison tidak melengkung, dan menjaga agar sudut-sudutnya cukup tebal untuk menopang beban tumpukan.
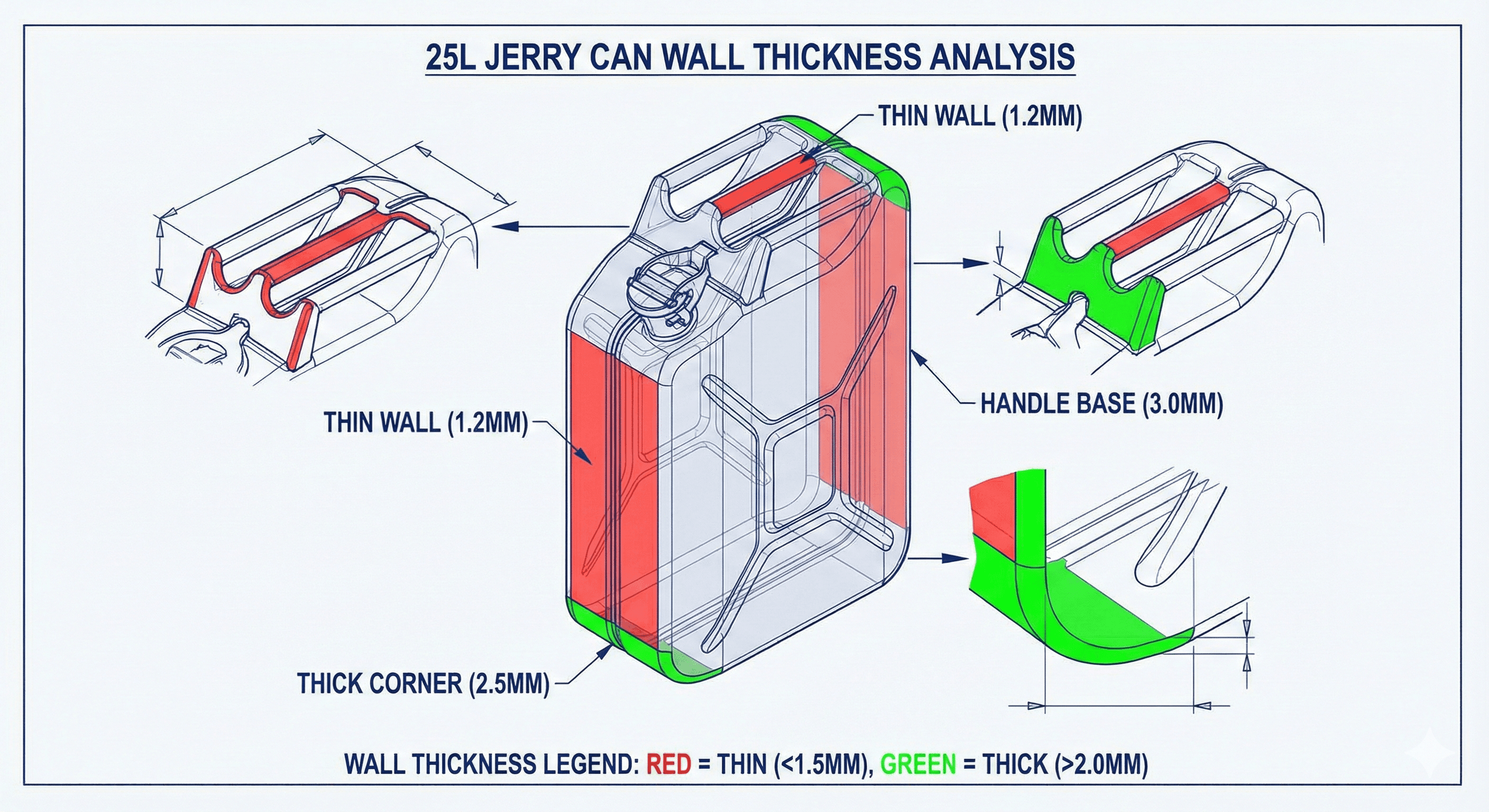
Gambar teknik ini mengilustrasikan distribusi ketebalan dinding pada jerigen plastik 25 liter untuk optimasi kekuatan.
Pertempuran Melawan Gravitasi
Di dalam Cetakan Pukulan Ekstrusi Dalam proses (EBM), kita mendorong keluar tabung plastik panas yang disebut "parison." Tabung ini menggantung di udara sebelum cetakan menangkapnya. Gravitasi menarik tabung berat ini ke bawah. Jika material Anda terlalu encer, bagian atas tabung akan menipis seperti karet gelang yang diregangkan, sementara bagian bawah tetap tebal.
Inilah mengapa "Indeks Aliran Leleh" (MFI) sangat penting. Untuk wadah besar seperti kaleng 25L, Anda membutuhkan MFI yang sangat rendah (biasanya antara 2 dan 10). Ini berarti plastik tersebut kaku dan kental seperti adonan roti, bukan encer seperti adonan pancake. "Kekuatan leleh" ini menjaga tabung tetap lurus sehingga mesin Anda dapat meniup dinding yang rata.
Ke Mana Seharusnya Beban Itu Dialokasikan
Anda tidak memerlukan dinding tebal di mana-mana. Panel datar tersebut hanya mampu melakukan sedikit pekerjaan. Kekuatan berasal dari sudut vertikal. Sudut-sudut ini berfungsi seperti pilar sebuah bangunan.
Saat saya memprogram pengontrol parison pada mesin LEKA kami untuk klien, saya memastikan plastik lebih tebal di sudut dan radius bagian bawah. Kaleng standar 25L biasanya memiliki berat antara 1,1 kg dan 1,3 kg. Jika Anda mencoba mengurangi beratnya hingga di bawah 1 kg, kemungkinan besar Anda akan gagal dalam uji penumpukan. Kaleng-kaleng di bagian bawah tumpukan gudang akan melengkung karena beratnya setelah beberapa minggu.
Tabel Berat vs. Kinerja
Berikut adalah hal-hal yang biasanya saya lihat di pasaran untuk wadah berkapasitas 25 liter:
| Berat Kaleng | Biaya Produksi | Risiko Kinerja | Penggunaan Umum |
|---|---|---|---|
| 0,9 kg – 1,0 kg | Terendah | Tinggi (Pengencangan) | Satu arah, tidak berbahaya |
| 1,1 kg – 1,2 kg | Sedang | Rendah (Stabil) | Standar industri |
| 1,3 kg + | Tinggi | Nol | Barang berbahaya (PBB) |
Bisakah saya menggunakan bahan PCR daur ulang tanpa mengurangi daya tahan kontainer besar?
Semua orang ingin ramah lingkungan dan berkelanjutan, tetapi tidak ada yang menginginkan jerigen yang pecah karena plastik daur ulang yang lemah. Anda mungkin bertanya-tanya apakah Anda dapat memenuhi tuntutan lingkungan tanpa menyebabkan bencana keselamatan.
Anda dapat menggunakan bahan daur ulang, tetapi tidak untuk seluruh kaleng jika Anda mengangkut barang berbahaya. Solusinya adalah menggunakan mesin ekstrusi bersama 3 lapis untuk menyembunyikan plastik daur ulang di lapisan tengah, menjaga HDPE murni di bagian dalam dan luar untuk kekuatan dan keamanan.
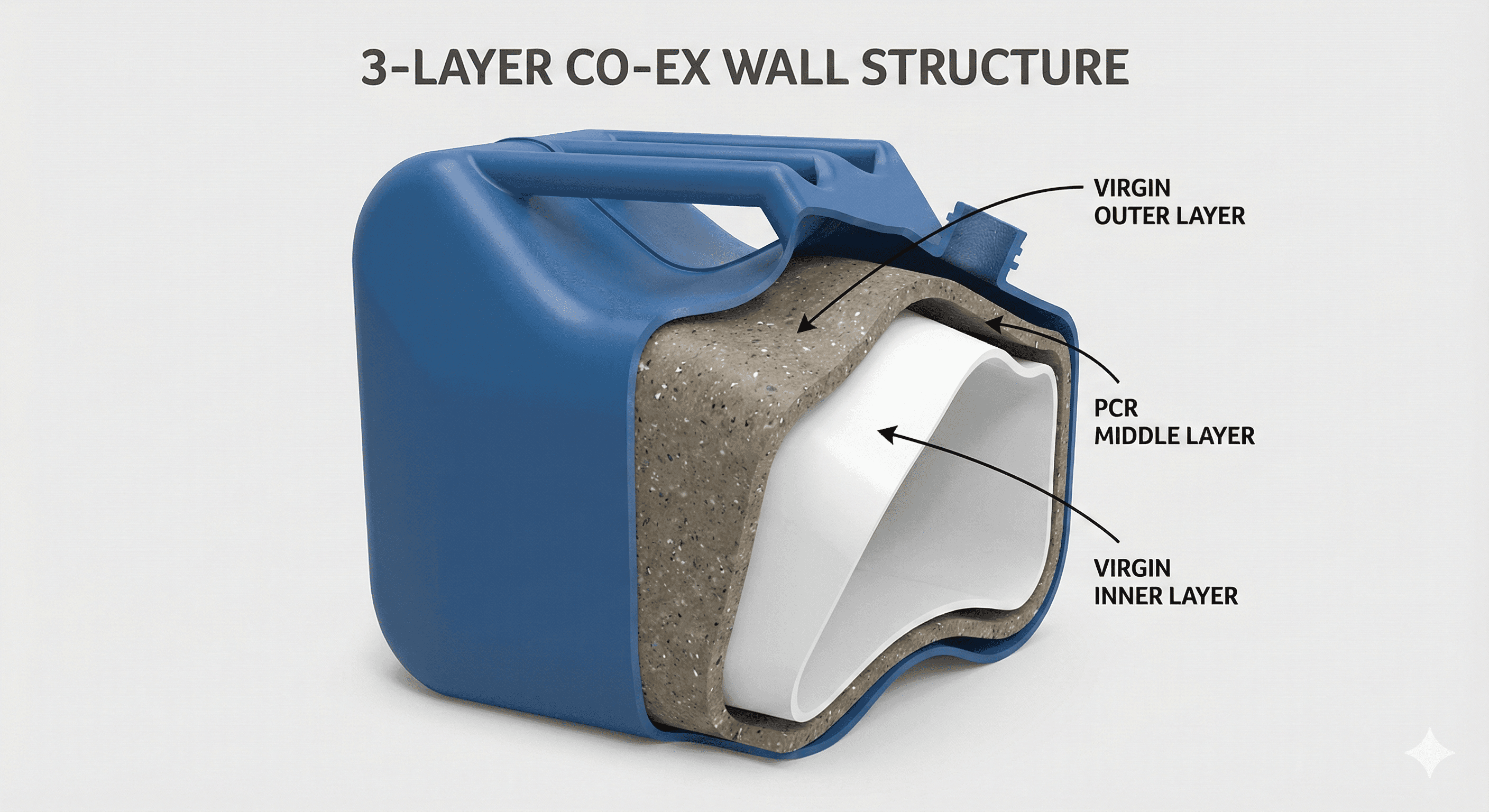
Gambar potongan ini menunjukkan struktur dinding tiga lapis hasil ekstrusi bersama yang digunakan dalam produksi jerigen plastik.
Metode “Sandwich”
Peraturan Perserikatan Bangsa-Bangsa untuk pengangkutan barang berbahaya sangat ketat. Mereka umumnya mensyaratkan bahwa material yang bersentuhan dengan bahan kimia berbahaya harus berupa plastik "murni" (baru). Ini menjamin bahwa tidak ada kotoran yang dapat bereaksi dengan bahan kimia tersebut. Namun, klien Anda kemungkinan besar mendesak Anda untuk menggunakan plastik daur ulang (PCR) 30% atau 50%.
Jawabannya terletak pada teknologi mesin, bukan hanya ilmu material. Kami memecahkan masalah ini dengan ko-ekstrusi. Bayangkan sebuah sandwich. Roti di bagian atas dan bawah adalah HDPE murni berkualitas tinggi. Isian di tengahnya adalah PCR (plastik daur ulang). Lapisan tengah ini memberikan volume dan berat, tetapi tidak pernah bersentuhan dengan bahan kimia di dalamnya.
Mengapa PCR Satu Lapisan Berisiko?
Jika Anda mencoba membuat kaleng 25L dari bahan daur ulang 100% menggunakan mesin sederhana, Anda akan menghadapi hasil yang tidak konsisten. Plastik daur ulang telah dilelehkan sebelumnya, sehingga rantai polimernya lebih pendek dan lebih lemah. Seringkali mengandung serpihan kecil kotoran atau plastik lain yang menciptakan titik lemah.
Saat Anda menjatuhkan kaleng daur ulang 100%, titik-titik lemah tersebut bertindak seperti retakan pada kaca depan—retakan tersebut menyebar dengan cepat. Dengan menggunakan metode sandwich, lapisan luar yang terbuat dari bahan murni bertindak seperti kulit yang kuat yang mencegah retakan tersebut terbentuk. Hal ini memungkinkan Anda untuk mengklaim "dibuat dengan bahan daur ulang" pada label Anda sambil tetap lolos uji keamanan yang ketat.
Manfaat Ekonomi dari Ko-Ekstrusi
Menggunakan PCR bukan hanya tentang menyelamatkan planet; ini juga menghemat uang Anda. Resin murni itu mahal. Pelet daur ulang biasanya lebih murah. Jika Anda dapat menyembunyikan material 40% yang lebih murah di dalam produk Anda tanpa menurunkan kualitas, margin keuntungan Anda akan meningkat. Itulah mengapa banyak pelanggan saya sekarang beralih ke mesin multi-layer.
Mengapa memilih Extrusion Blow Molding (EBM) dibandingkan Steel Stamping untuk kaleng 25L?
Anda mungkin melihat kaleng baja berat yang digunakan oleh militer dan bertanya-tanya apakah Anda sebaiknya membuat kaleng seperti itu. Meskipun baja memiliki tampilan vintage yang keren, realitas produksinya sangat berbeda dari plastik.
Cetakan Pukulan Ekstrusi Penggunaan HDPE merupakan pilihan terbaik untuk produksi massal karena lebih cepat, cetakannya lebih murah, dan produk akhirnya empat kali lebih ringan daripada baja. Perbedaan berat ini menghemat biaya bahan bakar yang sangat besar bagi klien Anda selama pengiriman.
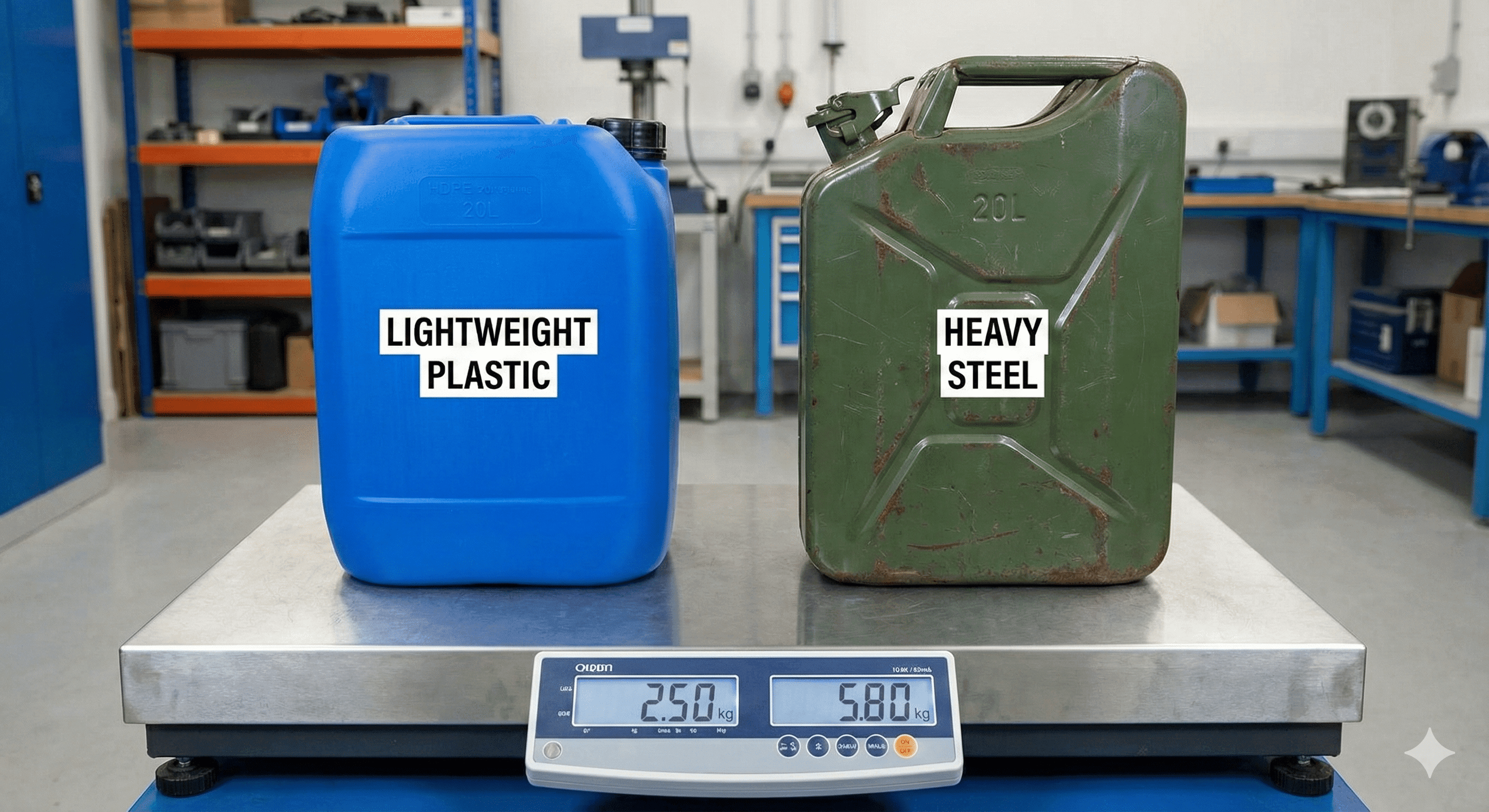
Perbandingan berdampingan menunjukkan perbedaan berat antara jerigen plastik dan jerigen baja.
Logistik Berat
Mari kita bahas biaya tersembunyi dari material: logistik. Jerigen baja standar berukuran 20L atau 25L memiliki berat sekitar 4kg hingga 5kg saat kosong. Jerigen plastik HMW-HDPE dengan ukuran yang sama hanya memiliki berat sekitar 1,1kg. Ini adalah perbedaan yang sangat besar.
Ketika klien Anda mengirimkan muatan truk berisi kaleng-kaleng bahan kimia yang sudah terisi, mereka membayar untuk memindahkan berat cairan tersebut. yang keluar Kontainer. Jika mereka menggunakan baja, mereka membuang berton-ton bahan bakar untuk mengangkut kemasan logam berat. Dengan plastik, mereka mengirimkan lebih banyak produk dan lebih sedikit kemasan. Dalam dunia logistik modern, berat adalah musuh.
Fleksibilitas dalam Desain
Pemilihan material juga menentukan kebebasan desain Anda. Baja dicetak dari lembaran datar. Ini membatasi Anda pada bentuk-bentuk sederhana. Anda harus mengelas pegangannya secara terpisah, yang merupakan titik lemah. Anda harus mengecatnya untuk mencegah karat.
Dengan HDPE dan proses EBM, pegangan dicetak langsung ke badan botol dalam satu bagian. Hasilnya sangat kuat. Anda juga dapat mencetak "garis penanda"—garis tipis transparan yang memungkinkan pengguna melihat berapa banyak cairan yang tersisa di dalamnya. Anda tidak dapat melakukan itu dengan baja. Proses EBM memberi Anda produk jadi, berwarna, berlabel, dan dilengkapi pegangan dalam satu siklus mesin, siap untuk diisi.
Kesimpulan
Memilih material yang tepat berarti mencocokkan resin dengan tuntutan ketat di dunia nyata. Untuk kaleng 25L, HMW-HDPE dengan komonomer Hexene menawarkan keseimbangan terbaik antara kekuatan benturan, ketahanan kimia, dan efisiensi biaya.
Peran Saya
Saya Slany Cheuang, Manajer Penjualan Teknis di LEKA Machine. Berbasis di Tiongkok, saya membantu para produsen di seluruh dunia untuk membangun sistem yang andal. Produksi Ekstrusi Blow Molding Saya menjembatani kesenjangan antara kebutuhan teknik yang kompleks dan solusi manufaktur yang praktis dan menguntungkan.
Target Audiens Saya
Tulisan saya ditujukan untuk pemilik pabrik, manajer produksi, dan petugas pengadaan di industri pengemasan. Mereka adalah para pengambil keputusan yang perlu menyeimbangkan spesifikasi teknis mesin dan material dengan realitas ekonomi dalam menjalankan bisnis yang menguntungkan.


0 Komentar