





Comment fabriquer des flacons de produits agrochimiques sûrs : un guide complet EBM
Vous craignez les fuites de produits chimiques. Je constate cette crainte chez nombre de mes clients. L'utilisation de pesticides ou d'engrais dangereux signifie qu'une simple fissure peut vous coûter une fortune en poursuites judiciaires et nuire à votre réputation. Vous souhaitez une ligne de production c'est sûr, rapide et rentable.
Pour fabriquer des bouteilles de produits agrochimiques, vous utilisez Extrusion Soufflage (EBM). Ce procédé consiste à faire fondre des granulés de PEHD, à former un tube creux appelé paraison, puis à le fixer dans un moule. La pression de l'air propulse le plastique contre les parois froides du moule pour former la bouteille. C'est la méthode de référence pour la fabrication de contenants robustes et résistants aux produits chimiques.

Cela paraît simple en théorie. Mais en pratique, il existe des centaines de variables. Un écart de quelques degrés seulement sur la température peut compromettre la résistance de vos bouteilles au test de chute. Un mauvais dimensionnement de vos vis peut entraîner un gaspillage de matériaux coûteux. Dans ce guide, je vous expliquerai en détail comment configurer votre processus. Je partagerai avec vous les enseignements tirés de mon expérience auprès de plus de 1 000 propriétaires d'usines que j'ai accompagnés dans l'installation de ces systèmes. machines Partout dans le monde. Assurons-nous que vos bouteilles soient aussi résistantes que les produits chimiques qu'elles contiennent.
Comment puis-je m'assurer que mes flacons de produits agrochimiques respectent les normes de sécurité et de conformité de l'industrie ?
La sécurité n'est pas qu'une simple règle. C'est la seule façon de pérenniser son activité. Si une bouteille d'herbicide fuit sur une étagère de magasin ou dans le camion d'un agriculteur, vous en êtes responsable. Vous devez vous assurer que vos bouteilles résistent à ce type de fuite.
Vous garantissez la sécurité en utilisant du polyéthylène haute densité (PEHD) d'une épaisseur minimale de 1 mm. Ce matériau offre la résistance chimique nécessaire pour prévenir la lixiviation. Vous devez également effectuer des tests rigoureux d'étanchéité sous vide et de résistance aux chutes pour confirmer la sécurité. L'intégrité du conteneur avant sa sortie d'usine.

Cette bouteille en PEHD en coupe transversale illustre l'épaisseur de paroi et la géométrie du col généralement produites sur une machine de moulage par extrusion-soufflage pour l'emballage de produits agrochimiques.
Le rôle crucial du PEHD
Lorsque je parle de produits agrochimiques avec mes clients, la première chose que nous abordons est le matériau. On ne peut pas utiliser n'importe quel plastique. Les produits agrochimiques sont agressifs. Ils peuvent corroder les plastiques standards ou les ramollir et les affaisser. C'est pourquoi nous utilisons presque exclusivement du PEHD (polyéthylène haute densité).
Le PEHD est robuste. Son rapport résistance/densité est élevé. Cela signifie qu'il crée une barrière que les produits chimiques agressifs peinent à franchir. D'après mon expérience, l'épaisseur de la paroi est un facteur déterminant. fabricants Chercher à réduire les coûts est une erreur. Pour les produits chimiques dangereux, une épaisseur de paroi minimale de 1 mm est requise. Si vous optez pour une épaisseur inférieure afin d'économiser quelques centimes sur la résine, vous risquez de compromettre l'intégrité structurelle de toute la bouteille.
Un autre aspect est la “ lixiviation ”. La lixiviation se produit lorsque le produit chimique contenu dans le Le contenu de la bouteille commence à migrer à travers le plastique. La paroi extérieure de la bouteille peut se salir. Cela peut ne pas ressembler à une fuite, mais le produit contamine l'extérieur de la bouteille. Le PEHD est très efficace pour empêcher ce phénomène. Cependant, pour les produits chimiques extrêmement volatils, on peut envisager la fluoration ou la coextrusion, que j'aborderai plus loin.
Protocoles de test incontournables
On ne peut pas se contenter de produire une bouteille et supposer qu'elle est bonne. Lors de mes visites d'usines, je recommande la mise en place d'un processus de contrôle qualité strict. qualité Boucle de contrôle. Voici les points non négociables :
- Tests de chute : Remplissez la bouteille, congelez-la (parfois), puis laissez-la tomber d'une certaine hauteur. Si elle se fissure, votre programmation paraison est probablement erronée.
- Tests de pile : Les bouteilles de produits agrochimiques sont empilées en hauteur sur des palettes. Vos bouteilles doivent être robustes face au poids du dessus afin d'éviter l'écrasement des bouteilles du dessous.
- Test d'étanchéité : Chaque bouteille doit passer par un testeur d'étanchéité automatisé sur la chaîne de production. Ce dispositif utilise la pression de l'air pour détecter les micro-fuites.
Je me souviens d'un client en Indonésie qui, pour gagner du temps, a négligé le test de superposition. Deux mois plus tard, son entrepôt était rempli de marchandises détruites, la couche inférieure ayant cédé sous l'effet de la chaleur. Ne négligez surtout pas ces étapes.
Quelles sont les étapes clés à suivre dans le processus de moulage par extrusion-soufflage pour les bouteilles de produits agrochimiques ?
Vous avez peut-être déjà vu des vidéos de machines fonctionnant à grande vitesse. C'est fascinant. Mais si vous ne comprenez pas la physique qui se joue à l'intérieur de la machine, vous aurez du mal à obtenir des résultats constants. qualité. Vous devez contrôler le flux.
Le procédé EBM implique un chauffage PEHD Des granulés mélangés à un mélange-maître sont introduits dans une extrudeuse pour obtenir une fusion homogène. Ce fluide est ensuite poussé à travers une filière pour former une paraison. Le moule se referme autour de celle-ci, de l'air est injecté à une pression de 0,21 à 0,62 MPa pour la dilater, et la bouteille est refroidie avant l'éjection.
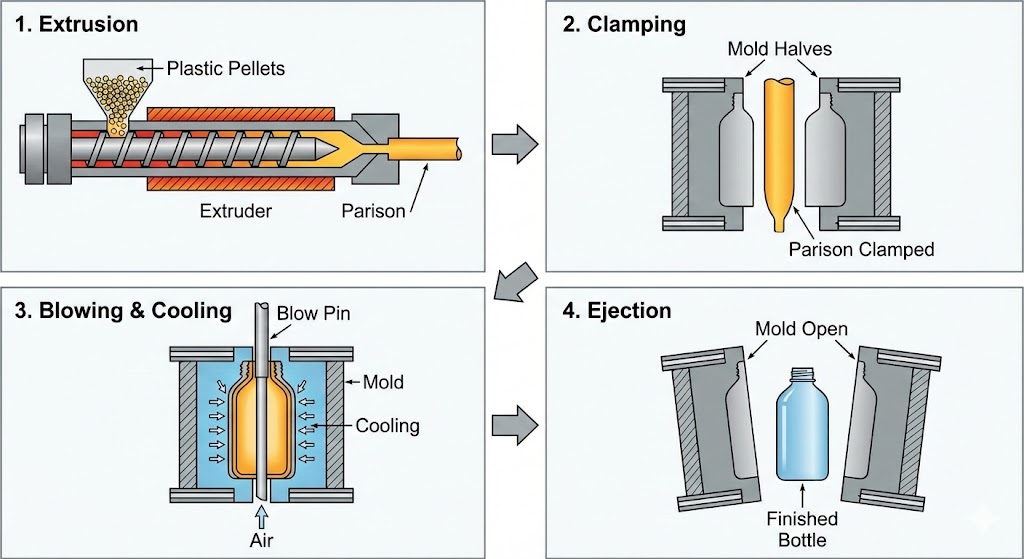
Étape 1 : Extrusion et fusion
Le processus commence dans la trémie. On y introduit les granulés de PEHD. Pour les produits agrochimiques, on ajoute généralement un mélange-maître de couleur foncée (bleu, vert ou noir, par exemple) afin de les protéger des rayons UV. Ce mélange est ensuite acheminé vers le cylindre de l'extrudeuse.
À l'intérieur du cylindre, une vis tourne. Elle ne se contente pas de pousser le plastique ; elle le “ cisaille ”. La friction génère de la chaleur, faisant fondre le plastique pour obtenir un fluide visqueux et homogène. Si votre vis est ancienne ou mal conçue, des zones non fondues ou des gels apparaîtront. Ces zones deviendront des points faibles de votre bouteille. Pour les bouteilles agricoles, je recommande une vis conçue pour assurer un mélange homogène, surtout si vous utilisez des matériaux recyclés (PCR).
Étape 2 : La formation de la paroisse
C'est là que la magie opère. Le plastique fondu est expulsé de la tête de mort verticalement. Il pend comme un tube creux. On l'appelle la “ paraison ”.”
C'est là que la technologie entre en jeu. Avec une machine classique, le tube a une épaisseur uniforme. Or, une bouteille a une forme complexe : le goulot est étroit, la poignée large et les angles du fond sont aigus. Si le tube a la même épaisseur partout, les angles seront trop fins (fragiles) et le goulot trop épais (gaspillage).
Nous utilisons des systèmes de contrôle Parison (souvent des systèmes MOOG du Japon). Cela nous permet de modifier l'épaisseur du tube. au fur et à mesure que ça se produit. Nous pouvons faire le Le plastique est plus épais exactement à l'endroit de la bouteille. La poignée sera plus épaisse et plus fine aux endroits stratégiques. Cela permet de réaliser des économies sur les matériaux et de rendre la bouteille plus résistante.
Étape 3 : Soufflage et refroidissement
Le moule se referme autour de la paraison. Il découpe le bas et le haut, scellant ainsi le tube. Ensuite, une aiguille de soufflage (ou une broche de soufflage) pénètre dans le col. Elle insuffle de l'air à l'intérieur. Pour le moulage par fusion sur lit de poudre (EBM), la pression est généralement comprise entre 0,21 et 0,62 MPa.
Le plastique chaud entre en contact avec le moule métallique froid. La température du moule est généralement réglée entre 50 °C et 95 °C. Ce refroidissement rapide permet au plastique de durcir et de prendre sa forme finale. Un refroidissement trop rapide risque d'entraîner des déformations. Un refroidissement trop lent, en revanche, réduit la cadence de production (nombre de bouteilles par heure) et engendre des pertes financières.
Étape 4 : Éjection et élagage
Le moule s'ouvre et la bouteille se démoule. En EBM, il y a toujours un surplus de plastique en haut (moule) et en bas (queue). Il faut l'enlever. Sur les lignes modernes, comme celles que je vends, cette opération est effectuée automatiquement. automatiquement par une station d'ébavurage. Les déchets plastiques sont directement envoyés à un broyeur pour être réutilisés. Ce système en circuit fermé est essentiel à votre rentabilité.
Comment choisir les matériaux et les moules adaptés à la production de mes flacons pour produits agrochimiques ?
Choisir le mauvais matériau est une erreur coûteuse. J'ai vu des usines fermer pendant des semaines à cause de cela. conception de moule On n'a pas tenu compte du retrait. Il faut adapter le matériau au produit chimique.
Pour la plupart des produits agrochimiques, le PEHD standard est suffisant. Cependant, pour les produits chimiques sensibles, il est recommandé d'utiliser une coextrusion multicouche avec de l'EVOH afin de bloquer l'oxygène. moules Il doit être fabriqué en aluminium ou en acier de haute qualité avec des canaux de refroidissement appropriés, maintenus à une température de 50 à 95 °C pour garantir des temps de cycle constants.
Monocouche vs. multicouche (co-extrusion)
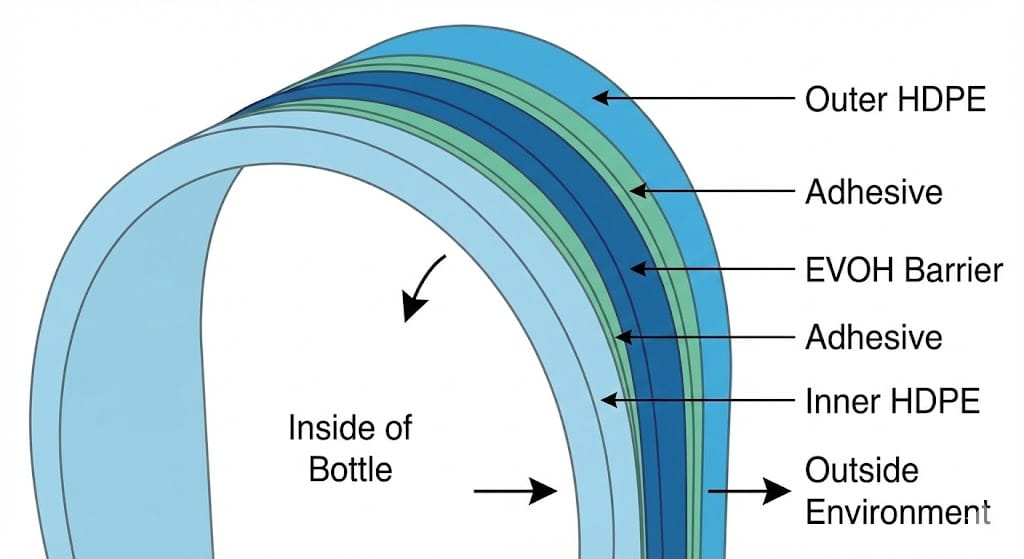
Ce schéma illustre la structure multicouche de la paroi d'une bouteille en PEHD, en mettant en évidence les couches intérieures et extérieures, les couches de liaison adhésives et la barrière EVOH utilisée dans le moulage par extrusion-soufflage.
C'est la décision la plus importante que vous aurez à prendre. Permettez-moi de vous l'expliquer simplement.
Option A : PEHD monocouche
Il s'agit du procédé standard. Il consiste en une seule couche de plastique épais. Il convient à la fabrication de produits agricoles tels que les engrais standards ou les pesticides de base (code 80%). Son utilisation est moins coûteuse et les machines sont plus simples (une seule extrudeuse).
Option B : Multicouche (Co-Ex)
Certains produits chimiques sont très sensibles. Ils peuvent se dégrader au contact de l'oxygène. D'autres sont si puissants qu'ils dégagent une odeur désagréable même à travers le plastique. C'est pourquoi nous utilisons la coextrusion.
Cette machine possède plusieurs extrudeuses (généralement de 3 à 6). Elle combine différents plastiques en une seule paraison. Une structure typique ressemble à ceci :
- Couche externe : PEHD (Matériau vierge, coloré pour le marquage).
- Couche de broyage : Matériau flash recyclé (économies, caché au centre).
- Couche adhésive : “ Colle ” pour maintenir les couches ensemble.
- Couche barrière (EVOH) : Voici l'ingrédient vedette. L'EVOH (alcool éthylène-vinylique) empêche la perméation des gaz. Il bloque l'entrée d'oxygène et la sortie de substances chimiques.
- Couche adhésive : Plus de colle.
- Couche intérieure : PEHD pur (chimique) contact sûr).
Investir dans une structure multicouche coûts des machines Plus transparent dès le départ. Mais si votre client exige un emballage à haute barrière, c'est la seule façon d'obtenir le contrat.
Conception des moules et contrôle de la température
Votre moule n'est pas qu'une simple forme ; c'est un échangeur de chaleur. Son rôle est d'évacuer la chaleur du plastique le plus rapidement possible afin de pouvoir démouler la bouteille et en fabriquer une autre.
Si les canaux de refroidissement de votre moule sont mal conçus, des points chauds apparaîtront. Le plastique restera mou à ces endroits. Lors du démoulage, la bouteille se déformera ou rétrécira de manière irrégulière, ce qui provoquera des fuites.
Nous recommandons l'utilisation de moules dotés de circuits de refroidissement optimisés, capables de maintenir une température stable entre 50 et 95 °C. Pour les bouteilles agricoles, la zone de la poignée est souvent la plus difficile à refroidir, car le plastique y est plus épais. Un bon fabricant de moules accordera une attention particulière au refroidissement de la poignée et du col afin de garantir une étanchéité parfaite du bouchon.
Quels sont les défis de production courants auxquels je pourrais être confronté, et comment puis-je les surmonter ?
Aucune usine ne fonctionne parfaitement dès le premier jour. Il y aura des déchets. Il y aura des bouteilles abîmées. La différence entre une usine rentable et une usine en faillite réside dans la rapidité avec laquelle… dépannage ces maux de tête quotidiens.
Les difficultés courantes incluent l'épaisseur irrégulière des parois, la gestion des déchets de bavures et les fuites ponctuelles. Vous pouvez les surmonter en utilisant une commande de paraison servo-motorisée, en installant des unités d'ébavurage automatisées avec recyclage en ligne et en utilisant des testeurs d'étanchéité sous vide sur votre machine 100%. chaîne de production.

Un testeur d'étanchéité automatisé vérifie les rangées de bouteilles en plastique jaune sur un convoyeur à grande vitesse après le moulage par soufflage afin de garantir l'intégrité de l'emballage.
Le cauchemar du flash et du gaspillage
Dans Extrusion Soufflage, Les déchets font partie intégrante du processus. Il y a toujours les “ bavures ”, ces petits morceaux de plastique qui se détachent en haut et en bas. Si vous produisez des bouteilles de 5 litres, par exemple, bidons d'essence, le flash peut être de 20 à 30% du poids du tir.
Si vous jetez cette pièce, vous perdez de l'argent. Si vous engagez du personnel pour l'ébavurer manuellement, vous perdez de l'argent en main-d'œuvre et le résultat est inesthétique. L'idéal serait un système d'ébavurage automatisé intégré à la machine. Il élimine les bavures avant même que la bouteille ne quitte la zone de production.
Ensuite, ces déchets doivent être traités. Nous avons installé des convoyeurs qui les acheminent directement dans un granulateur (broyeur) situé à côté de la machine. Un chargeur à vide aspire le plastique broyé (recyclé) vers la trémie et le mélange à de la matière neuve. C'est ainsi que… “ économie circulaire ” Au sein de votre usine, pour les couches non critiques, vous pouvez utiliser jusqu'à 30 à 40% de granulés recyclés sans altérer la qualité, ce qui réduit considérablement vos coûts de matériaux.
Résolution des problèmes d'épaisseur de paroi
Avez-vous déjà vu un seau en plastique souple aux coins mais très rigide au centre ? C’est une mauvaise répartition de la pression. Dans les bouteilles de produits agrochimiques, un coin trop fin est synonyme de catastrophe.
Le problème, c'est que la gravité attire la paraison vers le bas. Le tube s'amincit en haut à cause de son propre poids (on appelle ça un “ affaissement ”). Si votre machine est lente, l'affaissement est plus important.
Pour surmonter cela, nous utilisons deux stratégies :
- Tête d'accumulateur : Pour les grands contenants (comme les fûts de 20 ou 50 litres), nous n'extrudons pas lentement. Nous remplissons une chambre de plastique et l'extrudons rapidement. Cela réduit l'affaissement.
- Programmation de Parison : Comme je l'ai mentionné précédemment, l'ordinateur contrôle l'écartement de la matrice. Il épaissit le plastique en haut du tube pour compenser… étirage. Si vous rencontrez des difficultés avec des murs irréguliers, dans 9 cas sur 10, il s'agit d'un problème de réglage de la programmation et non d'une panne de la machine.
S'assurer du bon fonctionnement du joint
Le goulot est la partie la plus délicate de la bouteille. Si sa surface supérieure n'est pas parfaitement plane, le joint d'étanchéité (la doublure en aluminium) n'adhérera pas et il y aura des fuites.
Les problèmes courants proviennent de la goupille de soufflage. Si celle-ci n'est pas parfaitement alignée, elle endommagera le goulot. De même, si la lame de cisaillement (le métal qui coupe le plastique) est émoussée, elle laissera une arête vive. Un entretien régulier de vos blocs de coupe et de vos goupilles de soufflage est la meilleure façon d'éviter des milliers de fuites de bouteilles.
Conclusion
La fabrication de flacons pour produits agrochimiques nécessite un équilibre de matériaux résistants., Un contrôle précis de la température et une automatisation intelligente sont essentiels. En choisissant le PEHD, en utilisant une technologie multicouche pour les barrières et en contrôlant rigoureusement votre paraison, vous pouvez produire des contenants sûrs et rentables. Il ne s'agit pas seulement de fabriquer une bouteille ; il s'agit de protéger le produit qu'elle contient.
Mon rôle
Je suis Slany Cheuang, responsable des ventes techniques chez Machine LEKA. J'aide les propriétaires d'usines comme vous à s'orienter dans le monde complexe de moulage par soufflage. Je ne me contente pas de vendre des machines ; je vous aide à construire un ligne de production qui génère des profits. Que vous recherchiez une simple machine pour bouteilles d'un litre ou une ligne multicouche de haute technologie pour produits chimiques dangereux, je peux vous guider vers la solution adaptée. – la plus adaptée à vos produits spécifiques, n'hésitez pas à me contacter chez Leka Machine. Nous sommes là pour vous aider à trouver la.
Mes publics cibles :
J'écris pour les chefs d'entreprise, les responsables de production et les directeurs des achats dans le industrie de l'emballage. Vous êtes ceux qui doivent se soucier du retour sur investissement, des coûts d'électricité et de la ponctualité de la livraison. Vous privilégiez la franchise aux discours marketing creux.
Mes exigences :
Si vous êtes prêt à moderniser votre production ou à lancer une nouvelle ligne de production, vous avez besoin d'un partenaire qui comprenne à la fois les aspects techniques et commerciaux. Machine LEKA, nous proposons :
- Livraison rapide : Nous pouvons préparer votre machine en 60 à 90 jours, et non en 8 mois.
- Personnalisation : Nous construisons la machine sur mesure selon le dessin spécifique de votre bouteille.
- Soutien: Nous ne disparaissons pas après la vente. Nous vous aidons pour l'installation et les pièces détachées.


0 commentaires