






Introducción
If you’ve ever used a shampoo bottle, a laundry detergent jug, or a sturdy chemical container, there’s a good chance it was made using extrusion blow molding. It’s a super common and effective way to make hollow plastic parts. My name is Slany Cheuang, and I’m a technical sales manager at Leka Machine. I work with this technology every day.
I’m here to give you a straightforward guía to how it all works. We’ll skip the confusing jargon and get right to what you need to know about making plastic bottles with this method.
¿Qué es el Moldeo por Soplado por Extrusión (EBM)?
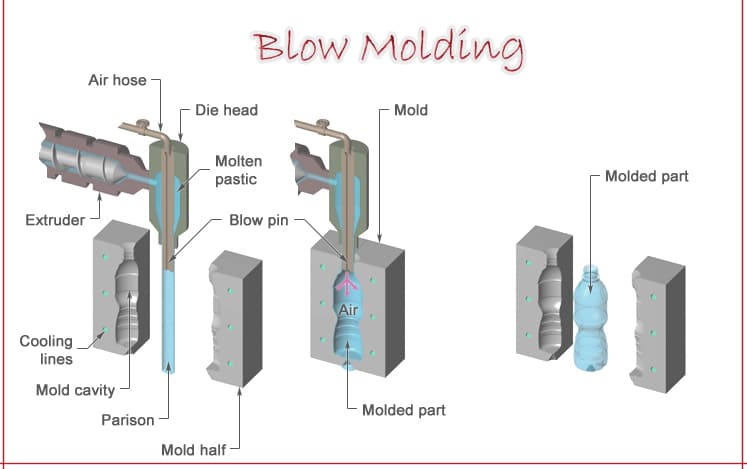
Think of it like a combination of two things: squeezing out a tube of toothpaste and blowing up a balloon. In a nutshell, the plastic bottle manufacturing solution works like this:

- First, the machine melts small plastic pellets into a hot, thick liquid, a process called plasticizing.
- This melted plastic is pushed out through a circular die, forming a hollow tube called a “parison.”
- A two-part mold closes around the parison, pinching it shut at the bottom.
- Air is then blown into the parison, inflating it like a balloon and pushing the plastic against the cold walls of the mold, creating the final bottle shape.
- After a quick cool-down, the mold opens, and your finished bottle is ejected.
The EBM Manufacturing Process: From Resin Pellet to Finished Bottle
Alright, now that you know the key players, let’s walk through the manufacturing cycle step-by-step. Seeing how the parts work together makes the whole process click.
Moldeo por soplado
Step 1: Feeding and Plasticizing the Resin
. It all starts with the raw material. We pour plastic pellets, which look like little beads, from a big container called a hopper into the extruder. Esto is where they get melted down into a thick, uniform liquid, almost like honey.

Cargue la Resina Plástica en la Tolva con la Máquina de Moldeo por Soplado por Extrusión
Step 2: Extruding the Parison and Capturing it in the Mold
. Next, we push that melted plastic through the die head. Esto is what forms the hot, hollow tube of plastic—the parison. It hangs down from the die head, kind of like a pasta noodle being made. Once the parison reaches the perfect length, the two halves of the mold quickly close around it, capturing it inside.

Create and Control the Parison of Extrusion blow moulding machine
Step 3: Blowing and Cooling
. With the parison sealed inside the mold, a blow pin is inserted into the top. This pin shoots a jet of compressed air into the parison, inflating it like a balloon. The hot plastic pushes out and presses against the inside walls of the mold, taking its final shape. The mold itself is cooled with water, so the moment the hot plastic touches it, it starts to cool down and harden almost instantly. Esto is the part of the process that really determines how fast you can make your products.
Step 4: Deflashing and Final Packaging
. Finally, the mold opens, and the newly formed bottle is pushed out. From there, it moves down the line to have the extra bits of plastic—the flash—trimmed off. Many high-quality production lines also include automatic leak testing to make sure every single bottle is perfect. After that, they are packed, palletized, and ready for shipment.



Actionable Engagement Tip: Reading about it is one thing, but seeing it is another. The best way to understand the speed and precision of this process is to watch it. Visit our website to see videos of our Leka Machine models in action!
Anatomy of an Extrusion Blow Molding Machine
To really get what’s happening, it helps to know the main parts of the machine you’ll be working with. Think of it like knowing what’s under the hood of a car. Each part has a specific job to do to get to the final product.
The Extruder: The Heart of the Machine
Esto is where it all starts. The extruder is basically a large, heated barrel with a big rotating screw inside. We feed the raw plastic pellets in, and the screw pushes them forward. The heat and pressure from this process melt the pellets into a consistent, molten plastic. The design of that screw is really important for getting the plastic melted just right.

The Die Head: Your Key to Parison Control
Once the plastic is melted, it flows from the extruder into the die head. Esto is the part that shapes the molten plastic into that hollow tube I mentioned earlier, the “parison.” The key player here is the parison programmer. It’s a smart device that can change the thickness of the parison tube as it’s being pushed out. Why does that matter? Well, you can make the corners of a jerry can thicker for strength while using less plastic on the flat sides. It’s all about putting the plastic exactly where you need it.

The Clamping Unit: Holding It All Together
. The clamping unit is the muscle of the machine. It holds the two halves of the mold. Its job is to close the mold around the parison and then hold it shut with a huge amount of force while the air blows the plastic into shape. We measure this power in “clamping force.”

Finishing Touches: Cooling, Deflashing, and Getting It Out
. After the bottle is blown, it needs to cool down. The speed of this cooling step is a huge factor in how fast you can make your products. Once it’s cool, you have to deal with the extra plastic at the top and bottom, which we call “flash.” Esto gets trimmed off, either by an automatic system or by hand. Finally, a take-out system, which is often a robotic arm, grabs the finished bottle and puts it on a conveyor belt, ready to be packed.





What Kinds of Bottles and Containers Can You Make?
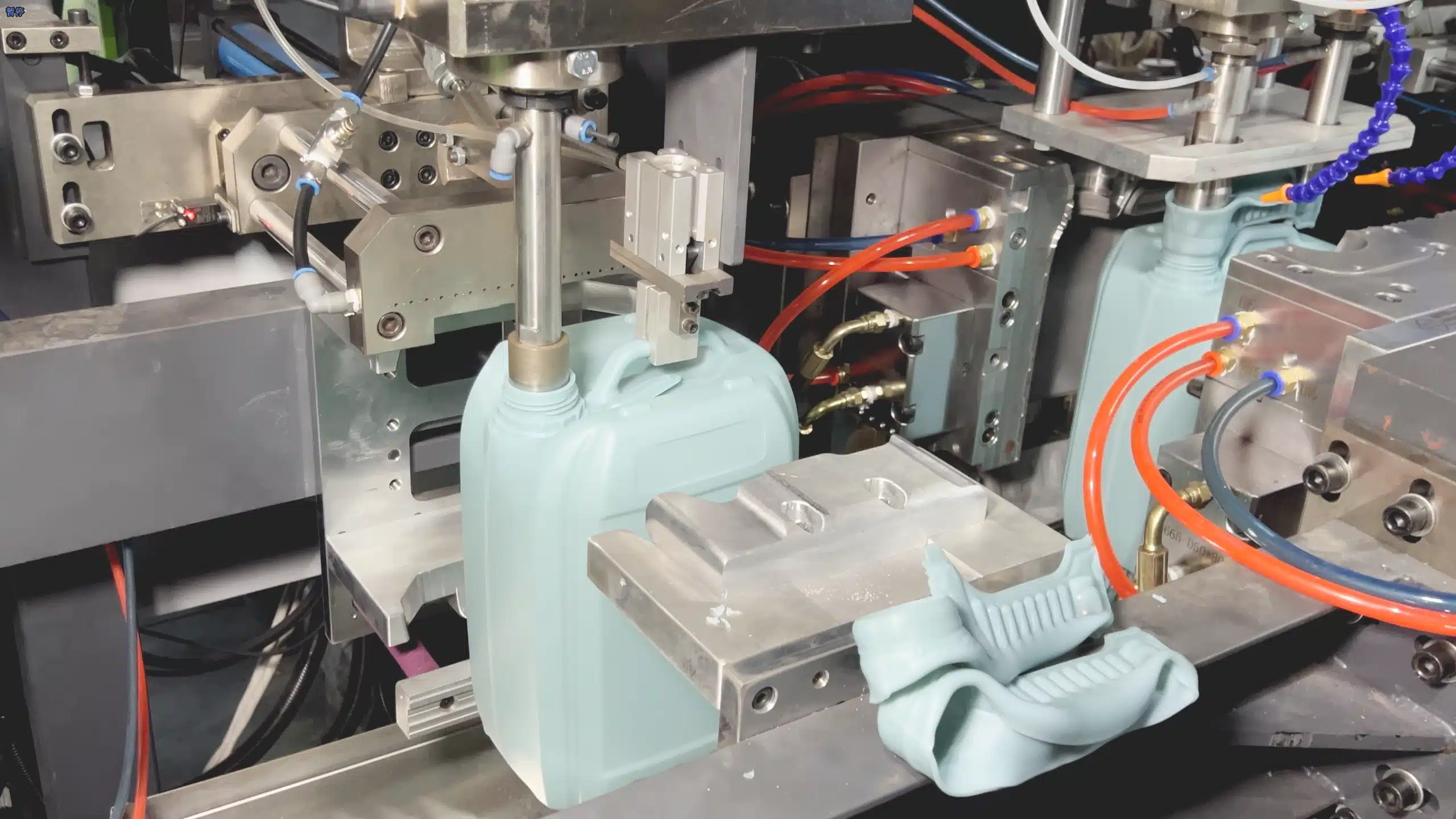
One of the best things about moldeo por soplado por extrusión (EBM) is its flexibility. It’s the perfect choice for making containers that need a handle, like a jerry can, or have tricky, non-symmetrical shapes. It’s a real workhorse for both embalaje industrial and everyday consumer goods. I’ve seen our machines used to make an incredible variety of products. Here’s a quick look at what you can produce.
- Consumer Goods: You can make bottles for lubricants, household cleaners, and agro-chemicals. Our Serie FORMA is a stable and reliable partner for these kinds of jobs, easily handling everything from small bottles to medium-sized jerry cans.
- Industrial Containers: This is where EBM really shows its power. We’re talking about heavy-duty chemical drums from 30 to 250 liters, large water tanks, and even the inner bottles for 1,000 L Intermediate Bulk Containers (IBCs).
- Piezas Automotrices: The auto industry relies on EBM for many complex hollow parts. Esto includes things like fuel tanks, air ducts, and washer fluid reservoirs.
- Comida y bebida: The process is great for packaging fresh milk, yogurt, and other juice and dairy drinks in Botellas de HDPE.
- Pharmaceuticals: You can produce high-quality HDPE bottles for tablets, syrups, and vitamins.
- Large Leisure Goods: With the right machine, you can go even bigger. I’ve seen clients make large toys like ride-on cars, coolers, and even kayaks.
Choosing the Right Plastic Resin: HDPE vs. PP, PETG, and More
Picking the right machine is only half the battle. The plastic you choose is just as important. It affects everything from the bottle’s strength and looks to what you can safely put inside it. Our machines are designed to work with a variety of materials, including PE, PP, and PVC, so you have options. Let’s walk through some of the most common choices and their processing challenges.
Material | Lo mejor para | Heat Tolerance | Claridad | Sample |
HDPE | Jerry cans, milk jugs, industrial containers | Bien | Opaque |  Envase de botellas de HDPE |
PP | Hot-fill products, medical jars, caps | Excelente | Bien |  PP container |
PETG | High-end cosmetic & beverage bottles | Feria | Alta |  PETG container |
PVC | Clear chemical or household product bottles | Bien | Alta |  Envase botella de PVC |
HDPE: The Industry Standard for Durability and Recyclability
High-Density Polyethylene, or HDPE, is the go-to material in extrusion moldeo por soplado. It’s tough, has great impact resistance, and provides a good barrier against moisture. Esto makes it a perfect match for things like milk jugs, detergent bottles, and industrial chemical containers. A huge plus is that it’s widely recycled, which is a big deal for sustainability.
- Processing Challenge: While HDPE is stable, the main challenge is controlling “parison swell.” Esto means precisely managing how much the hot plastic tube expands as it hangs, which is key to getting consistent wall thickness, especially on complex parts.
PP: The Ideal Choice for Hot-Fill Applications
Polypropylene (PP) can handle the heat. Its higher heat tolerance compared to HDPE makes it the right choice for products that need to be filled while they’re still hot, like pancake syrup or some sauces. This heat resistance also means it can be sterilized, which is critical for certain medical products.
- Processing Challenge: PP’s melt strength is generally lower than HDPE’s. Esto means the parison is more likely to sag, especially when making larger parts. It requires very precise control over temperature and extrusion speed to prevent a deformed product.
PETG & PVC: Balancing Clarity, Cost, and Performance
Sometimes, you need your product to really shine on the shelf. For those times when glass-like clarity is a must, you can turn to materials like PETG (Polyethylene Terephthalate Glycol) and PVC (Polyvinyl Chloride). They offer a fantastic, clear finish that showcases the product, which is why they are often used for packaging things like vitamins or tablets.
- Processing Challenge: Both materials are very sensitive to heat. They can degrade easily if the processing temperature is too high, leading to black specks or discoloration in the final product. PVC is particularly tricky because when it degrades, it can release corrosive gas that is harmful to the machine and the operator. Both require precise temperature control and proper drying before you use them.
Embracing Sustainability with PCR (Post-Consumer Resin)
Sustainability is more than just a buzzword; it’s a real business priority. Using Post-Consumer Resin (PCR) is a practical way to meet this goal. It involves blending recycled HDPE or PP with new material. Many automotive clients also need to process recycled resins to meet their corporate social responsibility goals.
- Processing Challenge: The biggest challenge comes from the inconsistency of the recycled material itself. Esto can lead to variations in color and odor from batch to batch. Contaminants in the recycled plastic can also cause gels or black specks, creating weak spots in the bottle. Esto requires machinery with better melt filtration and more sophisticated process controls to get a high-quality result.
Material Best For Heat Tolerance Clarity
HDPE Jerry cans, milk jugs, industrial containers , Good Opaque
PP Hot-fill products, medical jars, caps Excellent Good
PETG High-end cosmetic & beverage bottles Fair High
PVC Clear chemical or household product bottles Good High
Don’t Ship Defects: Essential Quality Control and Testing Protocols
Making a bottle is one thing; making a good bottle every single time is what sets successful businesses apart. Shipping a bad batch is a quick way to lose a customer. Consistent calidad is non-negotiable. Here are the essential checks I always recommend to make sure every product that leaves your factory is perfect.
Verifying Consistency with Wall-Thickness Gauges
You can’t just assume the plastic went where it was supposed to. We use special ultrasonic gauges to measure the wall thickness of a finished bottle. This check is critical to ensure you don’t have any weak spots, especially in the corners or on the bottom, where stress is highest.
Mechanical Strength Testing: Drop, Top-Load, and Squeeze Tests
Bottles live a tough life. They get dropped, stacked, and squeezed. For producers of industrial packaging like chemical drums, passing a UN-certified drop test is not just important; it’s a requirement. Top-load tests simulate stacking by applying pressure from above to see how much weight a container can take before it collapses.
Visual Inspection: How to Spot Haze, Streaks, and Black Specks
. Your eyes are one of your best QC tools. Cosmetic defects often point to bigger problems. Haze, streaks, or black specks can be signs of contaminated raw material or an issue with the processing temperature. For those working with recycled materials, an inline vision inspection system can be a lifesaver.
Critical Leak Detection
. For many products, a microscopic hole you can’t even see can be a disaster. We use automated equipment that uses pressure or a vacuum to test each bottle. It’s a fast and reliable way to ensure the container is perfectly sealed.
Maximizing Your ROI: Tips for Energy and Material Efficiency
In manufacturing, being efficient isn’t just a nice goal—it’s how you make money. A smart operational choice can have a huge impact on your bottom line. If you want to reduce costs, these are the areas I tell my clients to focus on.
Ahorro de energía
Energy is one of the biggest operational costs. I always recommend prioritizing machines that use servo-driven hydraulics. Older machines often run their hydraulic pumps at full power all the time, which wastes a ton of electricity. A modern servo system is much smarter; it only uses the exact amount of energy needed for a specific movement, which can dramatically cut your electricity consumption.
Ahorro de material
Plastic resin is your main raw material cost, so every gram you save counts. One common practice is using “regrind”—the trimmed-off flash that is ground up and mixed back in with new pellets. Pair this with a machine that has precise parison control. Esto allows you to make bottle walls thinner in non-critical areas, directly reducing the amount of plastic in each product.
Aire Comprimido
Making compressed air is expensive. Look for machines with air recovery systems. These systems can capture and reuse some of the blow air, cutting your compressed-air demand by as much as 30%. It’s a simple feature that provides constant savings.
Parison Optimization
By using the parison programmer to fine-tune the wall thickness profile, you can often save 3–7% of the plastic used in every single bottle. When you’re producing millions of bottles a year, that 3-7% adds up to a massive amount of money saved.
How to Choose the Right Leka Machine for Your Needs
Picking the right machine really comes down to one simple question: What do you want to make? You don’t need the biggest machine if you’re only making small bottles. It’s about matching the equipment to the job. Here at Leka Machine, we group our machines into different series based on what they do best to make that choice easier.
- Serie FORMA: This is our versatile and flexible all-arounder. It’s a stable and reliable production partner if you need to produce a variety of different products, from small bottles to medium-sized jerry cans, all on a single machine.
- Serie AERO: If you need to make many bottles, and you need to make them fast, this is the one for you. The AERO series is engineered for high-volume, continuous production where maximizing your output is the number one priority.
- Serie TITAN: This series is all about strength and scale. It’s engineered for large-capacity, high-strength industrial-grade containers. Think big chemical drums, floaters, or automotive parts.
When you’re looking at the spec sheets for any machine, pay close attention to the “Max container capacity”. It’s measured in liters and will tell you right away if the machine is a good fit for the product you want to create.
Your EBM Questions Answered: An FAQ with Slany Cheuang
People often ask me about the same few things when they’re starting. Here are the answers to the questions I hear most often.
How can I lower my material costs?
Uno de los mayores gastos es la propia resina plástica. Una máquina con capacidad multicapa puede ser de gran ayuda en este aspecto. Permite utilizar un material reciclado (PCR) más económico para las capas internas de la botella y plástico virgen nuevo para las capas externas que la gente ve. Esto le proporciona un acabado de alta calidad mientras reduce significativamente sus costes totales de material..
¿Cómo podemos combatir el aumento de los precios de la energía?
Esto es una preocupación real para muchos fabricantes. La respuesta reside en la tecnología de las máquinas. Como mencioné, debería buscar máquinas con motores servomotores modernos. Son significativamente más eficientes energéticamente que los antiguos sistemas hidráulicos de bomba fija. Esta simple característica puede reducir sustancialmente la factura energética de su fábrica.
¿Cuál es el tiempo de entrega típico para una máquina de moldeo por soplado de extrusión (EBM)?
Esto varía mucho según el fabricante. Algunas máquinas europeas pueden tener plazos de entrega superiores a 10 meses, lo que puede retrasar un proyecto completo. En Leka Machine, estamos orgullosos de nuestro eficiente programa de producción; normalmente podemos entregar nuestras máquinas en 60-90 días. Para muchos compradores internacionales, esta entrega rápida es una ventaja importante.
Tenemos un nuevo equipo. ¿Proporcionan capacitación?
Absolutamente. Para los nuevos inversores, encontrar personal técnico cualificado puede ser un gran desafío. Es por eso que muchos de nuestros clientes, especialmente aquellos que establecen nuevas plantas, buscan un paquete llave en mano completo. Esto incluye la máquina, los moldes y una capacitación práctica integral para sus operadores directamente en sus propias instalaciones. Nos aseguramos de que su equipo esté seguro y listo para la producción.
Conclusión
El moldeo por soplado de extrusión es un método sólido y probado para fabricar una gran variedad de botellas y envases de plástico. La clave es entender lo que desea producir—el tamaño, la forma y el material—y luego adaptar esas necesidades a la máquina y tecnología correctas. Ya sea que necesite flexibilidad para diferentes trabajos, alta velocidad para la producción en masa o potencia pura para piezas industriales grandes, existe una máquina construida para la tarea.
¿Tiene en mente una botella o envase específico?
Solicite un presupuesto personalizado hoy. Proporciónenos los detalles de su proyecto, y nuestro equipo configurará la máquina ideal solución y le proporcionará un estimado detallado en un plazo de 48 horas.
Enlaces externos:
- Extrusión Soplado
https://www.plasticsindustry.org/business-directory/extrusion-blow-molding - ¿Qué es Moldeo por soplado? Una Guía sobre Procesos, Materiales y Aplicaciones
https://www.xometry.com/resources/injection-molding/what-is-blow-molding/ - Una Introducción al Moldeo por Soplado de Extrusión
https://www.milacron.com/an-introduction-to-extrusion-blow-molding/ - Guía de Diseño: Moldeo por Soplado de Extrusión
https://www.protolabs.com/resources/design-tips/extrusion-blow-molding-design-guide/ - Cómo Elegir el Plástico Correcto para su Aplicación
https://www.plasticstoday.com/polymers/how-choose-right-plastic-your-application - La Guía Definitiva sobre el Moldeo por Soplado
https://www.rodongroup.com/blog/the-ultimate-guide-to-blow-molding - Control de Calidad en la Fabricación de Piezas Plásticas
https://www.starrapid.com/blog/quality-control-in-plastic-part-manufacturing/ - La Importancia de la Programación del Parison en el Moldeo por Soplado de Extrusión
https://www.fgh.com/en/news-knowledge/technical-articles/the-importance-of-parison-programming-in-extrusion-blow-molding - Resinas y Materiales para Moldeo por Soplado
https://www.generalinjection.com/resources/blow-molding-resins-materials/ - Solución de los 9 Defectos más Comunes en el Moldeo por Soplado
https://www.plasticstoday.com/troubleshooting-9-most-common-blow-molding-defects


0 Comentarios